螺杆泵及管路流量监控系统创新改造
螺杆泵控制应用现状
市政污水处理厂中运行着大量的螺杆泵,螺杆泵用于输送污泥或者污水等介质到各个构筑物。污水处理厂中管路复杂,各个构筑物距离较远,运行到两三年以上管路会出现断裂或者堵塞现象,由此造成污水冒溢和设备损坏,导致一定程度的环境污染和经济损失。
目前螺杆泵的控制主要由人工手动或时间间隔控制,在螺杆泵的定子上装有热电偶,用于螺杆泵的干运转保护。此种方式存在一定的弊端,比如无法监控管路健康,若出现堵、漏不能及时停止螺杆泵,造成污水外溢,螺杆泵过载损坏。
解决方案
为预防此类问题的发生,设计一套基于PLC和流量计的流量自动监测保护系统,达到及时发现污水泄漏、避免设备损坏的功能。
大任水务西部污水处理项目初沉池设有两台耐驰污泥螺杆泵,将初沉池污泥打到储泥池,管路设有电磁流量计1台。因为初沉池污泥中含有大量毛发及纤维,而且初沉池至储泥池距离较远,为避免螺杆泵堵转过温和管道堵漏导致影响工艺生产,设计了一套螺杆泵及流量闭环控制系统。
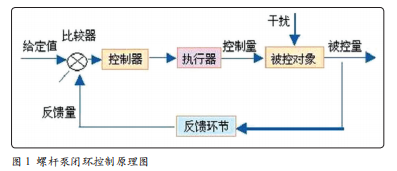
如图1所示,控制器就是西门子PLC,执行器就是螺杆泵和粉碎机,被控对象就是流量,流量计通过反馈环节传至中控室,与设定的比较器进行比较,若满足给定值继续开泵,若不满足给定值则停止螺杆泵。螺杆泵的控制程序中增加了流量与螺杆泵的联锁,当自动开启螺杆泵超过30s污泥流量仍小于15m³/h时,上位机发出报警,并且停止螺杆泵。待人工检查螺杆泵及管路没问题后,在上位机点击联锁复位按钮,此时可再次开启螺杆泵。此举保护了螺杆泵,并且可以无需安装热电偶和温控器。
项目实施
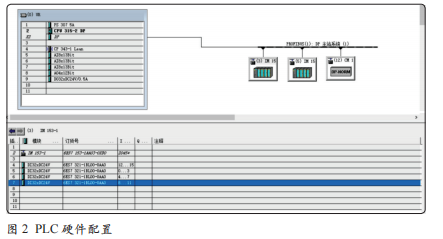
首先要建立合适的PLC模块,包括CPU、PS、DI、DO、AI以及AO模块,此项目中用已有的模块来编程序,主机架主要有CPU、CP、AI、AO模块组成,其中AI模块作为初沉池电磁流量计信号的接收模块;通过ET200M扩展第二机架至IM153-1;在IM153-1机架中安装DI模块;作为污泥泵及粉碎机的运行信号接收模块;至此PLC程序的硬件组建完成,如图2所示。
根据自控接线图得知初沉池污泥泵信号线接至I11.3、I11.4、I11.5、I13.0、I13.1和I13.3通道,粉碎机信号接至I13.4~I14.3通道,所以要记住这些地址在OB1中可以直接调用。
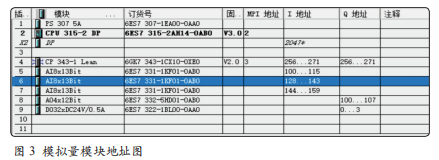
根据PLC接线图得知,初沉池电磁流量计接至主机架第二个AI模块的第一个通道,所以找到这个模块,起始地址为128,如图3所示,模拟量信号都是由一个双字DW组成,所以它占用两个字,也就是PIW128,这就是流量计信号的地址。
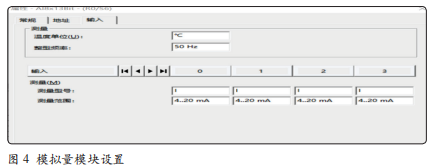
双击第6槽的AI8模块,如图4所示,输入O代表第一个通道,也就是流量计信号接入的通道。根据仪表的传输协议得知信号采用4~20mA电流信号传输,选择测量型号为电流信号I,测量范围4~20mA,至此模拟量通道设置完成。通过右键的监视,就可以看到此时的电流信号值,这是一个32进制的数字。
下面进行模拟量转换为数字量的程序编辑,在PLC程序中新建一个循环中断组织块OB35,这个块的作用是PLC每次扫描程序时都会调用一遍,作为模拟量转换的程序块。如图5,打开OB35,在左侧树状条FC列表中找到FC105,双击添加:IN代表模拟量地址,也就是PIW128;HI-LIM代表电磁流量计的输出最大量程;LO-LIM代表输出最小量程,根据仪表设置为0和260;RET-VAL代表事件记录字,要定义一个字;OUT就是将模拟量转换出来的数字量进行保存的地址,这里需要建立一个DB块用以保存,就用DB2来保存,如图6所示。
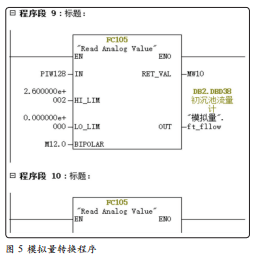
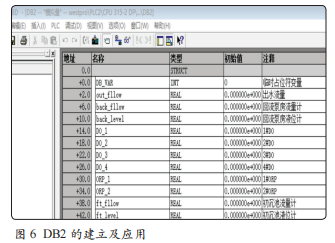
按照DB2建立的顺序,初沉池流量计在DB2的DBD38字的位置,所以DB2.DBD38就是流量计的绝对地址。在编辑污泥泵的程序中可以直接调用。至此模拟量转数字量就完成了。
接下来就是主程序的编辑了,首先要建立一个时间控制功能块FB45,这个块比较复杂,主要功能就是让污泥泵根据时间控制起动和停止,并且可以进行运行和停止时间的累积计算,在此我们不做详细解释,只需要知道FB45就是污泥泵的功能控制块,在OB1中直接调用即可。
OB1中调用FB45,还需要为这个块配置一些参数。DB245是FB4的背景数据块,它用来存储一些临时数据和开关量变化。I11.3为排泥泵远程信号,I11.5为排泥泵运行信号,I11.4为排泥泵故障信号,通过内部程序计算间隔时间(时间计算及逻辑在此不做解释),间隔时间和运行时间在DB245中可以设置,当到达间隔时间后M1000.0线圈得电,发出启动信号,当运行一段时间,M1000.0线圈失电,启动信号取消。当1000.0发出信号后,并且初沉池粉碎机在远程I13.4、无故障时I13.5,粉碎机Q3.7起动。当粉碎机开始运行后,计时30秒,再起动排泥泵Q3.4。上述过程就完成了螺杆泵根据时间自动起停功能。
流量计计时判断程序如图7所示,当排泥泵起动,则I11.5运行信号闭合,此时初沉池流量计反馈信号若持续30s以上小于15m3/h,则M1000.2置位,图中的M1000.2断开,排泥泵停止。此时中控室上位机出现报警,这说明可能泵或者管路出现问题,需要人工检查。此时再按下起动按钮排泥泵禁止开起。
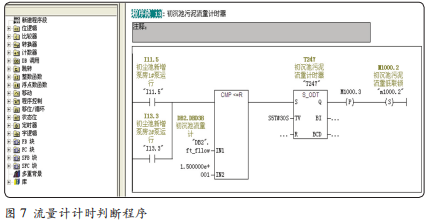
一旦螺杆泵报警停止,还需要在PLC程序中设置一个复位功能,然后在上位机做一个流量联锁复位按钮M1000.5,当人工修复故障后,点击此按钮,M1000.2复位,排泥泵可以正常起动。
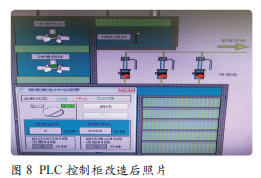
如图8所示,改造的控制柜内PLC读取流量计信号,并且将其转换成数字量,进行逻辑控制,将控制结果通过DO模块输出,控制螺杆泵起停。程序运行稳定,监测准确。
通过在现场测试验明,如图9所示,改造后的螺杆泵无需使用热电偶保护器,通过PLC计算流量,实时监控螺杆泵及管道健康状态,提高了设备工作效率。

在上位机通过WINCC7.0制作螺杆泵显示画面、控制画面,如图10所示,设置自动运行的时间和停止时间,螺杆泵按照设定的时间间隔运行,当电磁流量计在规定时间内检测到设计流量后螺杆泵正常工作,若流量达不到设计流量则自动停止螺杆泵,并发出报警,螺杆泵电动机红色和黄色交替显示。按下连锁复位按钮后,螺杆泵不再报警,可以正常起动。
结束语
改造后的控制系统运行稳定可靠。此项成果的推广,将大大减少机电设备及管路设施前期投入和后期维护成本,并减轻运行人员的劳动强度,达到节能降耗、降低污水处理成本的效果。
本文来源于综合信息。
版权声明:转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱:process@vogel.com.cn。
热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多