储罐施工质量控制参数与内容
1)储罐用钢板
a、采用Q235-B/Q345R,应满足订货技术条件的要求。接管和附件应具有质量合格证明书。
b、储罐焊接用焊条应符合相应的标准,并应具有质量合格证明书。
c、目视方法逐张对钢板表面进行外观检查,不允许有裂纹、气孔、重皮、结疤、夹渣、划伤、表面伤疤、损伤等缺陷,当目视有困难时采用渗透检测和磁粉检测。
d、边缘板坡口加工完成后,应按规范要求在坡口侧100m范围内按《承压设备无损检测》NB/T47013的规定进行超声检查,达到III级标准为合格。
e、采用火焰切割坡口去除氧化层后应对坡口表面进行渗透检测,按BH/T47013的标准进行评定,达到II级为合格。
f、对已经下料切割完成的半成品构件,应做相应标记号并做好成品保护工作,避免材料混用、错用等现象发生。
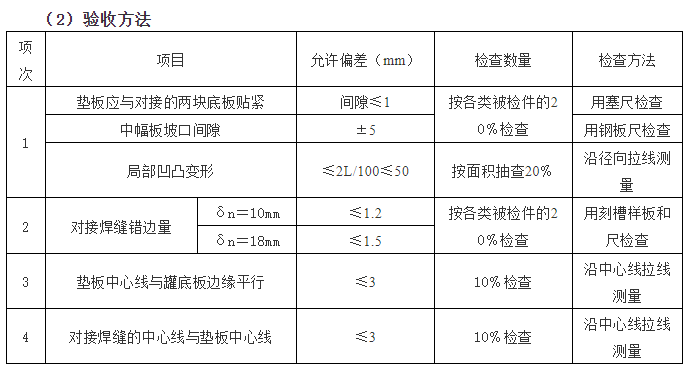
2)罐底板的预制及检查
(1)底板预制前应根据设计图纸绘制排版图,并符合下列规定:
a. 罐底板下料时应按设计直径适当放大0.1%~0.2%;
b. 边缘板沿罐底半径方向的最小尺寸不得小于700mm;
c 弓形边缘板的对接接头,宜采用不等间隙。外侧间隙为6-7mm,内侧间隙宜为8-12mm。
d. 中幅板的宽度不得小于1000mm;长度不得小于2000mm;
e. 底板任意相邻焊缝之间的距离,不得小于300mm。
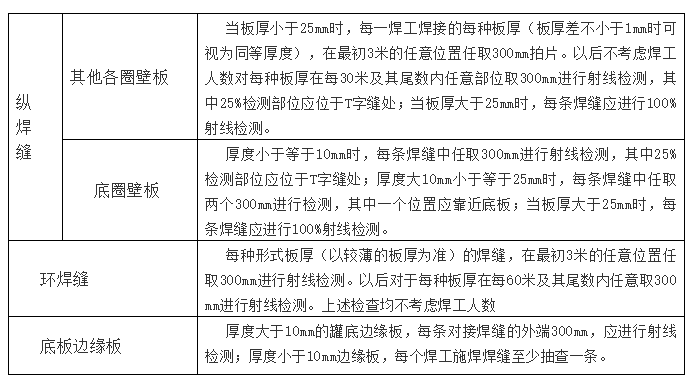
f.罐体对接焊缝射线探伤数量,按如下要求进行。
g、罐底角焊缝应按GB/T50128-2014要求进行相应检测,检测合格后所有焊缝应采用真空箱法进行严密性试验,试验负压值不底于53Kpa,无渗漏为合格。
h、底部三层钢板重叠部分的搭接接头焊缝和对接罐底板的T字焊缝的根部焊道焊完后,在沿三个方向各200mm范围内,应进行渗透检测,全部焊完后,应进行渗透检测或磁粉检测。
i、射线探伤结果不低于III级标准。

4)附件安装及检查
开孔接管的中心位置允许偏差为10mm,接管外伸长度的允许偏差为±5 mm;开孔补强板的曲率应与罐体一致,且必须保证贴紧;
开孔接管法兰的密封面应平整,不得有焊瘤和划痕,法兰密封面应与接管的轴线垂直,倾斜不应大于法兰外径的1﹪,且不大于3 mm,法兰的螺栓孔应跨中均布。
5)充水试验
充水试验应采用淡水,水温不得低于5℃。充水至图纸注明的设计液位,并保持48小时后,罐壁无渗漏及异常变形为合格。
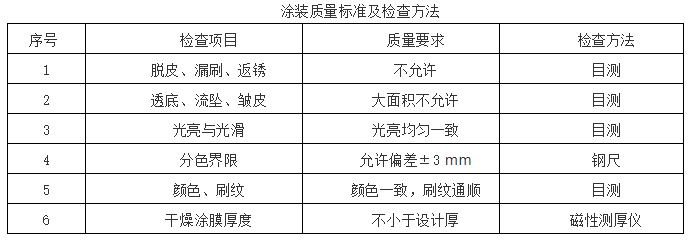
6)涂装质量标准及检查方法
本文来源于综合公开信息
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-
-
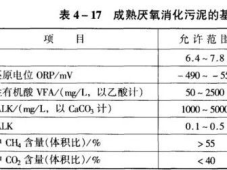
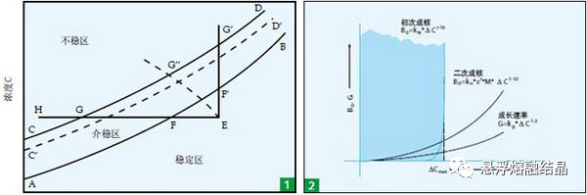
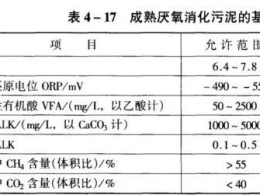
厌氧微生物培养驯化及成熟的特征
厌氧消化系统试运行的一个主要任务是培养厌氧污泥,即消化污泥。厌氧活性污泥培养的主要目的是厌氧消化所需要的甲烷细菌和产酸菌,当两种菌种达到动态平衡时,有机质才会被不断地转换为甲烷气,即厌氧沼气。
2022-09-07
-


热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

2026(第21届)青岛水大会&水展最新议程曝光,亮点抢先看!
2026-06-18
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多