微反应技术的机遇与挑战
本文刊登于PROCESS《流程工业》杂志
《微反应技术的机遇与挑战》
文/Joachim Heck,Anne Kaaden
本文作者Joachim Heck博士系Ehrfeld Mikrotechnik公司总经理,
Anne Kaaden系Ehrfeld公司大客户经理
MRT技术的发展
微反应技术的起源可以追溯到1995年,时任德国美因茨微技术研究所的Wolfgang Ehrfeld 教授提出了一个问题:“既然‘微’的概念为微电子领域带来了巨大的性能提升和创新,为何不能将其用于流程工艺技术领域?”于是他邀请了化学、制药和汽车制造行业的代表组成了一个行业联盟,探讨微加工技术的潜力。气相法生产氢氰酸的安氏反应(Andrussow reaction)是其中的一个实例,相较于当时的现有技术,采用微通道的混合器获得了显著的收率。从那时起,Ehrfeld教授成为了微反应技术的先驱。
1997年,首届国际微反应技术大会(IMRET)在德国法兰克福召开。随着IMRET会议的召开,化学工程领域开始了一波以微反应技术作为重要内容的过程强化研究热潮。许多公司和研究所都认识到微反应技术及相关过程强化技术所带来的巨大优势,众多的实验室和化学品及制药生产工厂因此而开始尝试采用MRT。直到今天,第14届IMRET也于2017年在北京召开。
MRT的效益
流动化学创立了一个新型流程工艺环境,更好的工艺控制和反应体积的急剧微型化是MRT的核心要素。MRT拥有更好的混合效率及卓越的温度控制,在整个反应范围内几乎测不到温度梯度,这种条件在传统的间歇式反应器中几乎不可能获得。其另一个优势是,反应参数可以更好地被采用,从而获得更高的纯度、收率和选择性。流动化学工艺的较小反应器体积,也使得物理工艺条件可以在同步的安全和完全受控的部件内扩展至更高或更低的温度或压力。
微/毫反应器连续化运行的最重要优势有以下几点:
•超快混合;
•高效换热;
•缩短停留时间;
•由于系统惯性小,易于过程控制;
•极小的滞留体积带来的高操作可靠性;
•开发时间短。
特别是在有爆炸性或有毒物质快速、强放热反应的情况下,连续流动反应器的这些特性更加明显。因为高风险,这些流程经常无法在间歇反应器中进行。
该技术带来的经济优势有以下几点:
•提高收率;
•降低副产物比例;
•改进产品质量;
•可持续的工厂安全;
•降低能耗、降低碳排放。
应用领域
目前,微/毫反应器技术平台的建立在世界市场范围内拥有巨大的潜力,许多著名的化学和制药企业都开始尝试应用该技术 (主要是在R&D阶段)。一旦“从间歇到连续(Batch -to-Conti)”范式转变的第一个障碍被克服,第二个障碍便是如何将该技术完整部署到生产中。
不幸的是,目前生产设施的缺乏或没有被提及,也为企业决策者增加了障碍。有吸引力的高潜力细分领域包括过氧化、磺化、乙氧基化、氢化、锂化、臭氧化以及AI/APIs的生产,而这仅仅是一小部分。因此,巨大的优势和潜力驱动着企业对内部产品组合进行筛选,并从中受益。
从实验室到生产
微米级别的通道尺寸可能会导致堵塞,难以满足生产企业对设备的坚固耐用性要求,仅能够有相对较小的产量,因而并不适合规模化生产。想要放大到适应规模化生产,需要相应地将通道尺寸放大到毫米级,并保留微反应技术在换热性能和混合速度方面的优越特性。
Ehrfeld Mikrotechnik公司为此推出了一个集成化的工艺放大概念。现在,通道几何尺寸和结构从微米向毫米的转变工作已经在实验室进行,即通道几何尺寸与后续的生产工厂相匹配。采用这种方法在实验室确定的生产率、收率、工艺参数和产品质量,可以被直接转移至具有相同通道几何尺寸的反应器中。尽管中试规模之中的放大步骤被省略,但诸如结垢、清洗工艺和使用寿命等生产中实际原材料质量的中试测试必不可缺。
从实验室到生产的下一步工作,便是以“数值放大”的方式在管束式反应器/换热器的基础上进行,通过在反应器内部平行连接通道形成通道束,从而增加产量,这种集成化的工艺放大概念有助于非常快速地转向生产。
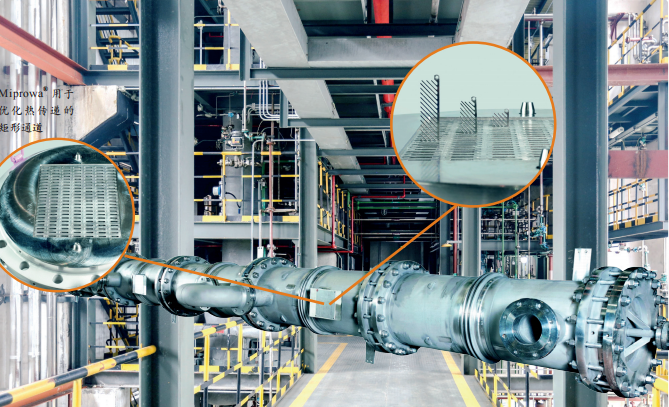
Miprowa®技术
在Miprowa® 技术中,反应器的构造类似于一个管束式换热器,其中圆形管道被矩形管道所替代。与标准的25.4mm直径管道相比,矩形通道的面容比增加了6倍,相应地改善了换热能力。通道内部的静态混合插件确保了高效的混合和换热能力。
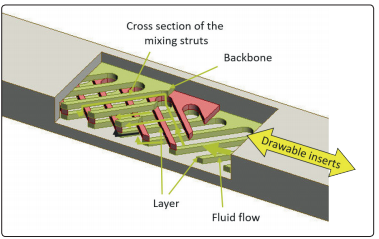
图 1 Miprowa®矩形通道原理图,在每一个通道内部有三层静态混合插件
对液相介质系统可产生约2200W/m²K的换热系数。采用Miprowa®技术的可行性研究在提高收率和产品质量方面效果非常显著。在中试规模的验证阶段,采用了稍微放大的、与后续生产规模相符的通道尺寸,反应器获得了与实验室同样的收率和产品质量。另外采用生产级原材料,并对反应器的污染和堵塞特性进行调查,腐蚀性测试显示,采用一种抗腐蚀的哈氏合金材料来作为反应器材料,可以达到抗腐蚀要求。
实际运行
创建于1990年的绍兴东湖高科股份有限公司是一家位于上海附近的农业化学品生产商,其产 品不仅销售于国内市场,并且出 口到 20多个国家,其中包括美国和欧洲。2002年,该公司即获得“浙江省高科技企业”称号。
在过去的十多年里,绍兴东湖高科一直在寻找具备发展前景的新技术,以替代其20 多个传统间歇式反应釜。在行业准则、环保法规、政府补贴和安全生产条例的驱动之下,他们为实现强放热烷基化反应而评估了流控技术市场。与其它企业一样,绍兴东湖高科注意到了EhrfeldMikrotechnik公司的 Miprowa® 技术,Ehrfeld 公司是位于德国的一家开发流动化学反应器的企业。
 |
 |
| 图2 绍兴东湖高科现场垂直安装的Miprowa®生产级反应器(左) | 图2 绍兴东湖高科现场垂直安装的Miprowa®生产级反应器(左) |
在深入调研了 Miprowa® 基于接口模块的集成化放大理念之后,他们决定采用Ehrfeld公司的技术。
这种理念使得从实验室到生产规模的工艺放大,能够使用相同的通道几何结构,并且反应器采用了不锈钢或哈氏合金等坚固耐用的金属材质。德国制造的7.5m长、重量超过 5t 的 Miprowa® 生产级反应器在开车调试仅一周后,即能开始生产出合格产品。
超越预期的体验
在连续运行6个月后,出于管控目的,反应器被拆开进行检测,对反应器从内至外的检测结 果显示,没有发现任何污染和堵塞,表明反应器运行状态理想,反应工艺转化率和选择性也很理 想,几乎无副产物的产生。检查完成后,反应器重新开车、连续稳定运行至今。
绍兴东湖高科有限公司目前正在其产品组合中筛选合适、有前景的反应,以期将其转变成采用毫米级反应器的连续流程工艺管理,并于2017年再次购买了两套同样的反应器以进一步增加生产能力。
结语
有了成功的案例,向市场推出流动化学/MRT之路上的最后障碍已经被克服。目前所有人都能看到,一个具有数千吨年生产能力的可参照项目正在以工业生产规模连续和成功地运行,这为将MRT建立成一个有价值的流程工艺技术而铺平了道路。现在,是化学和制药行业的决策者们接过接力棒,并在流程工艺技术领域开拓创新的时候了!
福利
今天流程工业联合多家合作伙伴东湖高科新年专场福利派送品牌会场
扫描下方二维码,添加流程工业小编企业微信,回复“锦鲤”即可参与

另外本条微信留言点赞前三名送《流程工业》30份精品电子资料+本场活动赞助者礼品一份。
《流程工业》30份精品电子资料
责任编辑胡静,审核人:李峥,转载请注明来源:流程工业
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多