仪表管理信息平台在提高仪表预知性检维修率上的实践应用
本文刊登于PROCESS《流程工业》2023年第5期
《循环经济的九条路径》
文/马鹏飞 周东浩
本文作者供职于中国石油长庆石化分公司
近年来长庆石化公司推广装置长周期运行,这就必须保证现场设备的可靠性和安全性,现在全厂有13000多台仪表,之前只能利用经验或对出现故障的仪表进行针对性的预知性检维修。以往仪表设备检维修往往通过传统的人工巡检、维护保养、事后检修的方式来开展日常的工作。具有以下缺陷:传统的仪表巡检更多的是外观“跑冒滴漏”,无法进行深层次的检查,巡检时间、频次、覆盖面也相对局限;仪表分布区域广,数量多,人员较少的情况下,工作任务重,压力大;设备检维修计划编制缺少针对性,全凭经验开展;现场调节阀的定位器故障、阀芯卡堵、信号间歇性断开,电路内部故障、实际工况不满足测量条件、自控回路PID无法投自动等“隐性故障”只能通过工艺操作反映后被动检维修,无法达到预知性检修目的。
2019年大检修时期,长庆石化公司采用艾默生AMS系统搭建长庆石化公司仪表管理信息平台,实现了对现场4135多台仪表健康状况实时监测、诊断、组态及数据上传。通过开展预知性检维修、报警管理、主动维护等专项管理提升,以设备可靠性为中心,依托智能仪表管理平台、深化能应用,不断提升专业管理水平。经过2年多的运行,取得显著效果,实践证明仪表预知性检维修率逐步提升。
仪表设备故障现状
仪表是装置稳定可靠运行的保障。为了保证仪表设备可靠运行并延长其使用寿命,各炼化厂或多或少制定了一些与仪表设备维护保养有关的规定,这些规定大部分基于经验,或基于一段时间内发生的故障现象而采取的有针对性预防措施。统计表明,仪表预知性检修不到位是导致装置停车事故的主要因素。通过分析仪表日常出现的故障频率和由此带来的装置运行风险,是非常必要的。
通过统计长庆石化公司2020年仪表设备生产运行报表:发现调节阀故障占仪表故障率的28%。调节阀的运行效果,直接影响到装置的平稳,因此需要把调节阀作为重点关注对象。
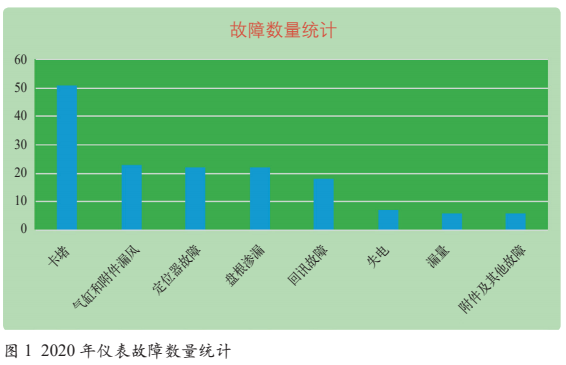
以调节阀故障为例进行调查研究,2020年1~12月份运行报表中共出现调节阀类故障数量为155台次,其中4台次造成装置部分单元联锁停车,2台次造成环保数据超标,发生事件概率为 2.6%。在日常生产过程中阀不动作、卡堵、阀位波动、气缸及附件漏风以及定位器故障和盘根渗漏等各种故障发生频率相对较高,2020年仪表故障数量统计,如图1所示。
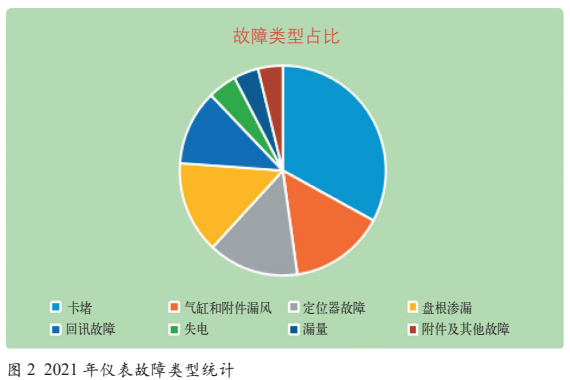
2021年1~12月运行报表统计分析发现:其中阀不动作、卡堵类型发生51台次,占比33%;调节阀气缸和附件漏风发生23台次,占比15%;定位器故障发生22台次,占比14%;盘根渗漏占比14%;回讯故障占比12%;接线松动导致失电占比5%;附件及其他故障占比4%。故障数量靠前的阀门位号依次是PV3203、PV50602、FV53312、FV20401、FV52306、LV53113和XV0235B,故障原因大多为阀芯卡和气缸密封圈老化等隐形故障未能及时发现处理。2021年仪表故障类型统计如图2所示。
仪表预知性检修率低的原因分析
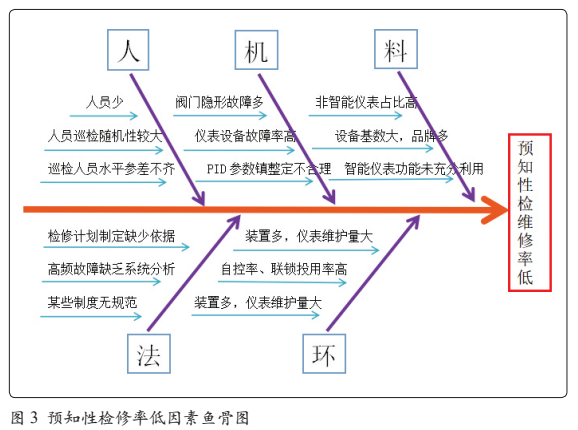
当检维修方式从以前的计划检修、事后检修逐渐转变为预知性检维修,但从实际效果来看,仪表预知性检维修率依然较低,效果不够明显,原因如图3所示。
原因总结
1. 预知性维修占比低,抢修偏多。高频故障设备缺乏系统分析,没有从根本上解决问题,编制计划时也没有考虑到故障周期,加入检查计划。
2. 基础数据收集不够充分。
3. 保养计划重点不突出,检查时间短,检修太表面。记录存在虚标。数据和完好标准不齐全。检修质量差,造成检修周期变短或返工现象。
4. 整改项目偏多,一方面原因是计划不全面,另一方面是检查人员与计划建立人员冲突,整改期限设定有存在争议,并未经过商讨。
5. 检修计划与生产计划衔接不畅,造成检修计划延期或作废导致计划外检修增加或逾期未检修造成更严重的设备故障。
6. 缺少对仪表运行状态实时在线全覆盖监控,无预警及发现功能,依靠人力检查发现。
7. 某些制度无规范程序或统一标准,可行性不高。
8. 仪表测量点和控制点故障率并不很高,但由于基数大,人员少,临时工作量较大。
确定要因
1.事后维修为主,预防性维护和预知性检修为辅,仅凭经验开展检修保养。
在对于预知性维修的认知还停留在浅层面,目前的预知性维修一般开展的具体工作主要体现在调节阀的加油保养维护、变送器(介质燃气线含水)引线排凝、关键参与联锁仪表定期检查、重质油取压部位蒸汽吹扫、定期打冲洗油作业、减压阀排凝以及自控阀风线紧固等作业。往往在发生事故后,通过举一反三。吸取同类事故事件经验教训,提出整改或预防措施,从而避免事故的发生。
2. 三大计划编制缺少数据支撑,缺少根本依据。
虽然目前按照计划性开展日常的检维修作业,但在编制计划的过程中,会出现针对性不强、内容零散、计划与实际工作脱钩和计划缺少指引性等问题,归根结底就是缺少有效数据的支撑。
3. 仪表设备隐性故障无法及时发现,缺少预警机制,手段有限。
维护设备手段有限,工作方式单一,只是单纯地通过现场“跑冒滴漏”,等设备出现问题了才开始维修,事故隐患发生频率高、费时费力。为解决这一问题,必须转变观念,注重“预知性检修”,必须成为仪表设备维护“诊断”的新方式。
4. 人员少,工作量大,工作方式单一。
这是目前炼化企业普遍存在的一种现象。随着员工老龄化加快,新进员工有限,在面对人员较少、工作量大的重重压力之下,只有借助高科技手段和技术,采用智能平台监测技术结合统计分析手段,就像给运行中仪表设备做“体检”,提前分析设备是否存在异常或故障,故障的部位和原因以及故障的劣化趋势,以确定合理的检修时间和方案,使得预知性维修依据充分,达到及时但不过度检修目的,有效减少人力,降低工作量。
仪表智能信息平台的深化应用
于是运行保障部成立技术攻关小组,完善系统功能。小组成员积极献言献策、征集合理化建议,与厂家技术人员、专业组工程师沟通交流,不断发现问题,不断完善优化,使平台具备智能管控功能。
1. 报警预警推送闭环管理。
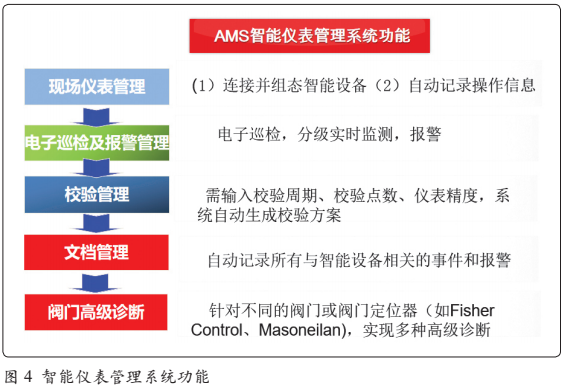
报警管控流程:发现预警→推送信息→二级包机人→检查处置→结果反馈→销项完成→记录管理。依据电子巡检数据,按装置、按类别形成4级报警清单并提供相应的维护建议和处置措施,分工艺装置、分仪表类型、分报警等级的实时远程巡检和自动预警,从浅显的外观巡检深化为精确的参数分析,如图4所示。
运行班当班对AMS系统平台监盘及时推送巡检报警栏弹出的重要功能仪表报警信息,通过初步的分析筛选分类后通过报表形式推送至2级包机人和仪表检修班,专业组和仪表检修班对报警的重要调节阀进行现场检查,实现报警的闭环管理。
2. 依据报警清单制定日检修计划,有针对性地开展预知维修。报警信息由上线时的600多条降为目前每日6条左右。由此产生的仪表健康度是各装置仪表开展预知维修的有力抓手,使仪表检维修周计划、月计划的编制更加科学合理。列入计划性检维修进行主动维修保养,将调节阀的隐性故障及时消除在萌芽状态。智能仪表管理驾驶舱界面,如图5所示。

3. 在日常检修中充分利用AMS诊断功能,排查装置关键调节阀故障原因,解决生产“疑难杂症”。通过采集智能定位器参数和实时数值,精准绘制关键调节阀的性能诊断曲线模型,如:阀门诊断特征曲线Valve Signature,阀门动态误差带诊断曲线Dynamic Error Band,以及阀门驱动信号诊断曲线Drive Signal等其他曲线,实时比对,准确评估阀门运行健康状况。
4. 通过利用AMS系统平台智能仪表数据采集功能,在日常仪表运行过程中在后台实时查看仪表量程等关键组态信息,维修校验过程可以实时线上组态、校验,节省了线下人员工作量和恶劣环境下的人员受伤风险。
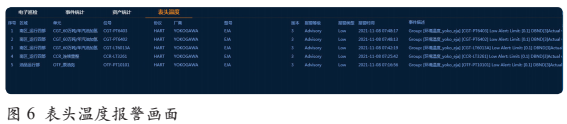
5. 实时监控表头温度,提升仪表冬防管理水平。利用AMS平台,实时采集现场2561台变送器表头的温度,根据变送器测量介质、有无保温箱等情况进行分类管理,设置不同的报警值,如出现温度超限,系统立即推送报警信息,仪表值班人员及时检查处理。表头温度报警画面,如图6所示。
仪表智能信息平台在提高预知性维修率上实践效果
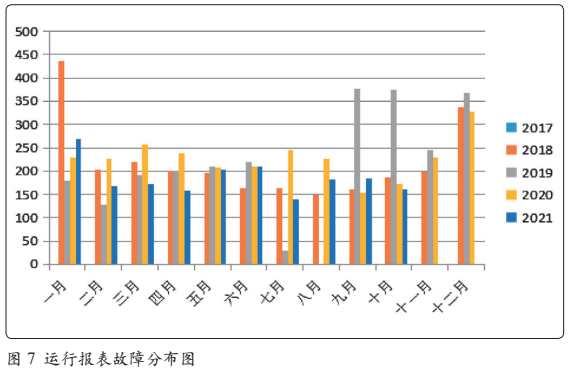
1.通过2021年AMS系统平台的深化运用,结合计划性预知性检维修的有效落实,仪表运行报表故障率明显降低,取得了显著的效果,运行报表故障分布如图7所示。
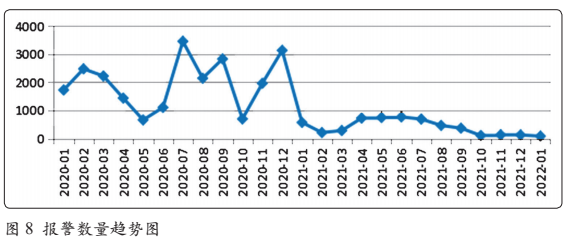
AMS平台能够及时预警,提前发现潜在故障,避免因设备故障造成的事故事件发生。2022年4 月5日,AMS出现连续重整加热炉压力PT2052B“Field device malfunction”报警,仪表人员现场及时检查确认,更换故障变送器,确保了装置安全平稳操作。报警数量趋势如图8所示。
2. 仪表预知性检维修率逐步提升。2019年装置大检修前,仪表故障次数较多,故障检修最高50.75%。2019年检修后,一方面仪表状态较好,另一方面智能平台效果开始显现,检修类型占比发生了反转,预知性检维修占比快速上升,到2021年预知维修已达总维修数量的60.14%,故障检修大幅下降至10%以下。
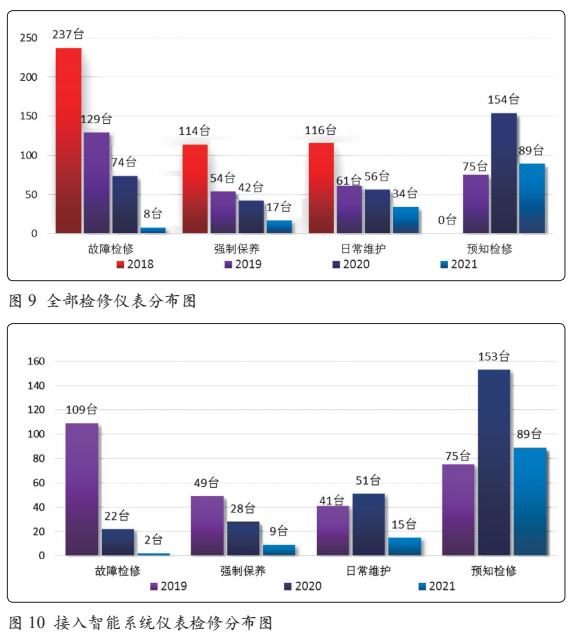
2018~2021年全部仪表设备检修统计见表1,2018~2021年全部检修仪表分布如图9所示。其中接入智能仪表平台的仪表设备故障检修更是由109台次大幅下降至2台次。精修调节阀一次检修成功率达100%,返修率0%。2019~2021年接入智能系统仪表设备检修统计见表2,2019~2021年接入智能系统仪表检修分布如图10所示。
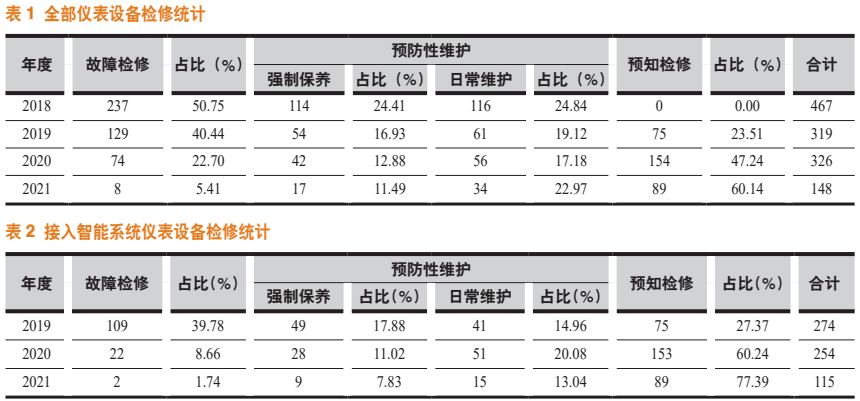
3. 调节阀预知性维修显著提高,精修管理初见成效。通过AMS平台ValveLink SnapOn(阀门管理)应用,量化调节阀检修指标,科学优化调节阀检修策略,预知性检修占比由24.86%提高至 62.07%,预防性维护占比由34.68%下降至31.04%,2018~2021年调节阀检修数量统计见表 3。
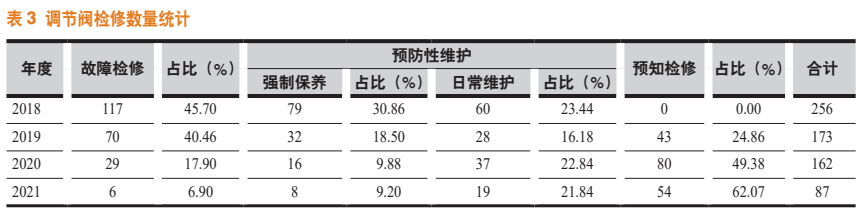
2022年2月10日,仪表平台出现连续重整接触罐V205顶出口压力调节阀PV2013行程偏差报警,仪表人员现场检查定位器有故障代码,立刻联系装置内操确认DCS开度为100%,观察定位器反馈阀位为88%,出现明显偏差。该阀为重整向外输送氢气的压力控制阀,一旦阀门导致将导致加氢裂化、汽油加氢等其他用氢装置生产波动,对公司生产造成较大影响。于是立即联系工艺切副线控制,更换定位器,对阀门整体调试优化,阀门投用正常,成功地避免了生产波动事件发生。2018~2021年调节阀检修分布如图11所示。
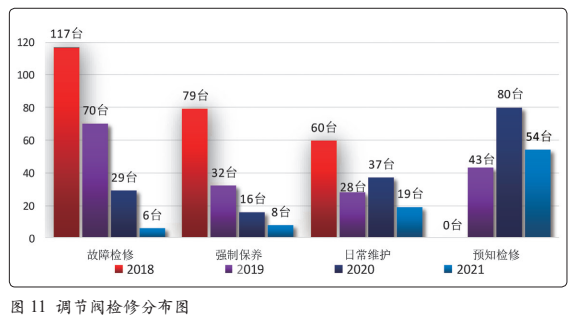
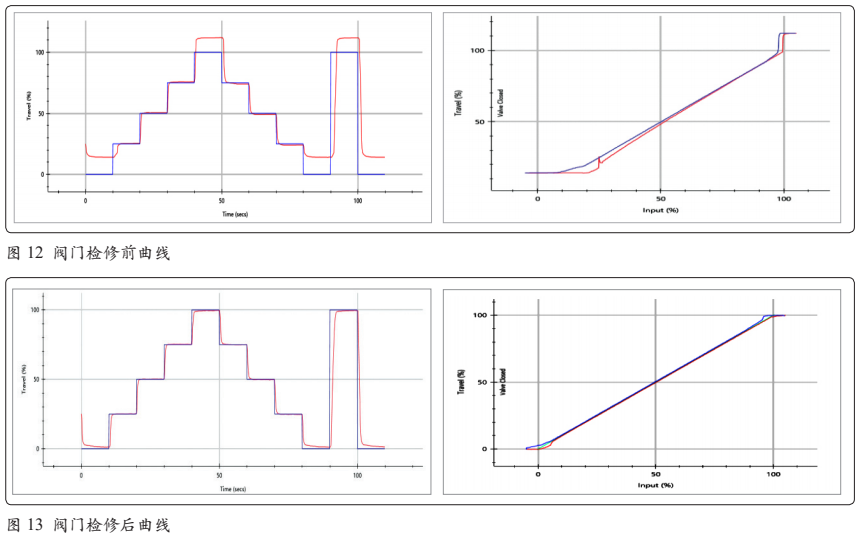
4. 试点推行调节阀精修工作,56台精修后的阀门目前运行良好,通过对比检修前后调节阀的性能曲线,达到了精修的要求,调节阀长周期运行得到进一步保证。所有精修调节阀一次检修成功率达100%,返修率0%。阀门检修前后曲线如图12、13所示。
5. 有效提升仪表冬防工作,避免冻凝事故发生。2021年1月10日,因极寒天气催化主风流量差压变送器表头温度降低触发温度报警,系统及时推送,仪表工及时增加保温,避免主风流量波动。当晚,动力2#锅炉、3#锅炉差压式液位变送器也因表头温度降低触发温度报警,仪表工加厚保温,避免动力75t锅炉因虚假液位显示导致锅炉跳停。根据2020~2021年冬季应用情况,重新梳理冬防仪表检查表,需要在现场巡检的重点仪表由2900多台减少至400多台,现场巡检工作量减少80%以上。
结论
综上所述,在针对生产运行仪表故障统计发现的问题,结合智能平台的优势,进一步地深化应用平台功能,在提高预知性检维修率上,取得了阶段性的成果。下一步部门将紧盯自控率、联锁投用率、故障率及预知检修率等重要指标,细化、创新应用手段,继续深挖智能平台优势,将近几年运行中的问题通过大数据的分析,利用平台的周报、月报、年报的统计分析功能,科学制定仪表维护策略,提出更有效的预防手段,逐步提高预知维修比例,更好保证仪表设备的安全平稳运行。
本文系“流程工业”首发,未经授权不得转载。版权所有,转载请联系小编授权(id:msprocess)。本文作者马鹏飞、周东浩,供职于中国石油长庆石化分公司,责任编辑胡静,责任校对何发。本文转载请注明来源:流程工业
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

走进中石化石油化工科学研究院,探讨石油石化行业低碳发展路径
专访中石化石油化工科学研究院有限公司董事长兼总经理、中国石油学会碳中和专委会主任李明丰 ;技服中心(低碳中心)主任、碳专委秘书长吴昊。
2023-06-27
-

重载型调速液力耦合器工作油管线振动分析及处理
重载型调速液力耦合器工作油管线异常振动原因分析及解决方案——本文介绍国内首台 Voith 682SVNL 33G 重载型调速液力耦合器在试运过程中,输入端工作油管线异常振动的原因、改造情况及试运状态。 现场对工作油管线的进行改造,但是试运效果不佳,最终通过改变油冷器的位置和工作油管线的管径、管线长度来解决工作油管线的振动问题。
2023-06-27
-

循环流化床锅炉装置优化改造总结
联泓(山东)化学有限公司锅炉装置优化改造——联泓(山东)化学有限公司以煤为原料,经气化装置生产水煤气,通过变换、低温甲醇洗工序制得合格的净化气体,送入甲醇合成系统生产甲醇。气化装置供氧由空分装置提供,采用深冷法全低压生产工艺进行空气分离制取 O2、N2 气体,其中空分汽轮机带动的一拖二压缩机组由锅炉装置提供 9.8 MPa 蒸汽作为动能。
2023-06-26



热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多