机械密封的原理和泄露的外部原因分析
机械密封的原理及要求
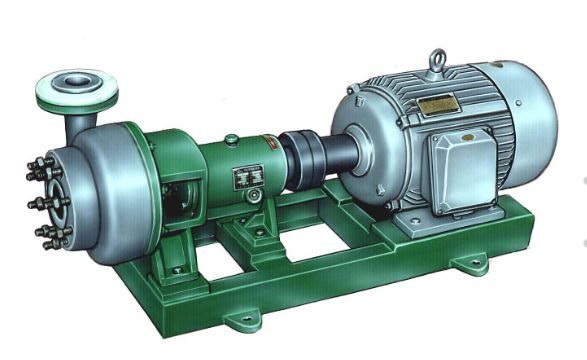
机械密封系指动静密封元件在其垂直于轴线的光洁而平直的表面上相互贴合,并作相对转动而构成的密封装置,它通常由静环、动环、弹性元件(包括推环,弹簧盒)、辅助密封圈(动环密封圈、静环密封圈)等元件组成,防转套里面的防转销固定在外压盖上,以防止静环转动。
其中动环和静环的端面组成一对摩擦副,动环靠密封室内液体的压力使其端面压紧在静环端面上,并在两环端面上产生适当的比压和保持一层极薄的液体膜而达到密封的,因此从结构来看,机械密封主要是将其极易泄漏的轴向密封,改变为不易泄漏的端面密封,机械密封在实际运行过程中,不是一个单独的部件,它是与其他的零部件一起组合起来运行的,同时通过其基本原理可以看出,机械密封的正常运行必须具备以下条件:
(1)泵轴的窜量不能太大;
(2)机械密封处的泵轴挠度要小,只有满足类似这样的外因,再加上良好的机械密封自身性能,才能达到理想的密封效果。
机械密封的故障表现
生产过程中,机泵机械密封泄漏的原因有其本身的原因及外部原因,材料的选择以及安装方式和使用方式都会引起机械密封的失效,失效时的故障表现也各有差异,学会通过不同故障表现并做出正确及时的判断能够对实际生产提供强有力的支持。
(1)静压实验时泄漏
机械密封装置在安装时由于员工不细心,经常会使密封端面被碰伤以至于变形和损坏,清理不够彻底,使得机械密封夹有颗粒状杂质,或者是由于定位螺钉的松动、压盖没有压紧以及机器设备精度不够高,使密封面之间没有完全贴合,都会造成机械密封失效,介质泄漏。如果是轴套发生泄漏,原因可能是轴套密封圈装配时压缩量不够或未被压紧,也有可能是装置已经损坏。
(2)周期性泄漏
机械密封组成部件中转子组件的周期性转动以及轴向移动量过大都会在成机械密封的泄漏,机械密封的密封面要受到一定的应力作用才能起到良好的密封作用。要做到以上要求,机械密封的弹簧装置必须有一定的压缩量才能给端面一定的应力作用,使机械密封达到预期的密封效果。同时为了保证应力处于适当范围,泵轴不能有较大的移动量,但是实际设计中往往出现不合理的因素,使得泵轴的移动量高于预期,这对机械密封的性能具有很大程度的不利影响。
(3)机械密封经常性泄漏
由密封端面的损伤引起的经常性泄漏故障表现有机械密封石墨端面出现均匀环状沟纹、石墨断面处产生的环状深沟、石墨内部边缘的磨损、石墨环台阶被磨损、石墨外边援缺口、石墨环断裂、石墨环上出现腐蚀坑、硬质合金面裂痕以及灼伤等。
辅助密封圈引起的经常性泄漏故障表现有端面磨损、镶嵌环松脱等。
弹簧引起的泄漏包括转子振动、零件松动、介质问题以及机械密封辅助设置的损坏等。
(4)其他机械密封性泄漏
除了以上几种常见的泄漏表现,还有机械密封振动偏大、泵抽空引起的密封泄漏、密封腔中汽蚀引起的密封泄漏、密封端面汽化造成密封泄漏、泵振动过大造成的密封泄漏、没有冲洗的密封泄漏故障等。
影响泵用机械密封的外部原因
(一)泵轴的轴向窜量
机械密封的密封面要有一定的比压(0.4~0.6MPa),从而达到密封的目的,两端面的紧密紧密程度可以通过弹性元件来调节。为了保证这个比压,要求泵轴不能有太大的窜量 (≤0.5mm),但在实际生产中,往往泵轴产生很大的窜量。
这对机械密封的使用非常不利的,这种情况表现在泵启动过程中,由于不平衡轴向力的存在,使整个轴发生向吸入口的窜动,造成机械密封失去密封作用,常用的措施有:叶轮上开平衡孔,泵体上装平衡管等平衡轴向力措施。
(二)泵轴的挠度偏大
轴弯曲变形时横截面形心沿与轴线垂直方向的线位移称为挠度,机械密封要求两个密封端面之间受力均匀。但由于泵产品设计的不合理,在机械密封安装处产生的挠度偏大,使密封处受力不均匀,从而失去密封效果。这种现象大多存在卧式多级离心泵中。
(三)没有辅助冲洗系统或辅助冲洗系统设计不合理
机械密封的辅助冲洗系统是非常重要的,它可以有效的保护密封面,起到冷却、润滑、冲洗杂物等作用。有时设计人员设计不合理,达不到密封效果;有的设计了辅助系统,但由于冲洗液中有杂质,冲洗液的流量、压力不够,冲洗口位置设计不合理等原因,也同样达不到效果。常用的措施有:
1.在条件允许的情况下,尽量设计辅助冲洗系统。冲洗压力一般要求高于密封腔压力0.107~0.11MPa,密封腔压力要根据每种泵的结构形式、系统压力等因素来计算。轴封腔压力很高或者压力几乎接近该密封使用最高极限时,也可由密封腔引液体至低压区,使轴封液体流动以带走摩擦热。
2.根据每种泵的操作条件,合理地配置管路和附件。如冷却器、孔板、过滤器、阀门、流量指示器、压力表、温度等。实际上密封的可靠性和寿命,在很大程度上取决于密封辅助系统的配置,另外泵轴、轴套、泵体、密封腔体的加工精度不够等原因的存在对机械密封的密封效果也是很不利的,在这些方面应该做到严格把关。
(四)振动偏大及消除措施
机械密封振动偏大往往不是机械密封自身的原因,而是泵轴设计不合理、加工精度不够、靠背轮的平行度偏大、径向力大等原因,消除泵振动措施有:泵、电机、底座、现场管路等辅助设备在现场安装时,要严格把关,消除振动源。
(五)泵汽蚀的原因及改进措施
离心泵叶轮入口处是泵内压力最小的地方,当此处的压力等于或低于工作温度下被输送液体的饱和蒸汽压时,液体就会沸腾汽化,产生大量气泡。同时原来溶于液体中的气泡也将析出。这些气泡随液体流到叶轮内压力较高处时气泡又重新凝结。
在凝结过程中,由于体积急剧缩小,四周的液体以极大的速度冲向整个凝结空间,使泵内造成冲击振动和噪音。在压力很大、频率很高的液体质点连续冲击下,金属表面逐渐因疲劳而破坏,这种破坏称为剥蚀。
同时溶于液体中的氧等活泼气体也使金属产生腐蚀。由于化学腐蚀与机械剥蚀的共同作用,加快了金属损坏的速度,从而使叶轮受到破坏,这就是汽蚀破坏,这种由于液体的汽化和凝结而产生的冲击现象就称为汽蚀现象。消除泵汽蚀的措施有以下几点:
1.提高泵的汽蚀性能水平,满足现场装置的汽蚀性能的要求。
2.泵应当在低于允许吸液高度下操作,以保证整个装置安全可靠的运转。
3.采用抗汽蚀材料制造叶轮,如:2Cr13、稀土合金铸铁、高镍铬合金材料等,比普通铸铁的抗汽蚀能力要好。
结语
在分析泵用机械密封泄漏时,不仅要考虑机械密封的内因,而且要考虑机械密封的外因。在实际工作中要注意以下几个问题:
1.使用质量合格的泵,质量合格的泵完全按照泵设计标准来制造的,在使用材料严格按照技术要求,有一定的质量保证。
2.技术人员应增加对机械密封辅助系统重要作用的认识,尽可能配备完善的机械密封辅助系统,以提高密封效果。
3.在分析机械密封泄漏的原因时,要充分考虑到泵的其它零部件对机械密封运行的影响,采取措施不断提高机械密封的效果。
文章内容来源今日化题榜、中国化学品安全协会,责任编辑:胡静,审核人:李峥
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

-

DCS系统点检概念及管理维护方法介绍,新手都能看懂!
应用在工业生产中的DCS系统,必然会因为一些不良因素的影响,而导致系统性能下降。因此必须定期对DCS系统进行全面的检查和维修,尤其是可能引起系统故障的关键点进行检测和必要的部件更换,目的是将系统故障消除在萌芽状态,延长系统使用寿命,保证DCS系统长期、安全、稳定运行。
2024-01-08
-


热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多