水泵汽蚀故障在工程应用中的处理方法
本文刊登于PROCESS《流程工业》2024年第05期
《水泵汽蚀故障在工程应用中的处理方法》
文/ 胡凯
本文作者供职于上海连成(集团)有限公司
1、汽蚀原因
水泵运行时发生汽蚀的根本原因是输送的介质绝对压力低于其本身的汽化压力,从而导致介质开始汽化,产生蒸汽形成气泡。当气泡随着泵的运转流动到高压区时,在压力作用下气泡缩小至破裂,介质在破裂处急速填充并相互撞击,产生的作用力对周围零件形成破坏[1,2]。当水泵发生汽蚀时,一般会伴有噼噼啪啪类似爆豆声音,水泵整个机组的振动数值会急剧上升;汽蚀发生到一定阶段时,水泵的性能受到影响,表现为流量-扬程、流量-轴功率、流量-效率曲线下降,造成水泵零部件的损坏。实践证明常常在叶轮出口和压水室的进口部位发现汽蚀破坏痕迹,但是汽蚀的发源地是在叶轮的进口,必须防止在叶轮进口产生气泡。
2、汽蚀解决措施
影响水泵汽蚀现象有很多因素,一方面是水泵设计问题,另一方面是水泵应用问题。作者查阅各类教材、泵类资料文献,根据教材及文献中,归纳出提高抗汽蚀性能及处理汽蚀故障的措施。
2.1 设计问题
从设计角度提高泵抗汽蚀性能,主要是依据水泵汽蚀基本方程中泵汽蚀余量的定义 [1,2] :
式中 NPSHr——泵汽蚀余量;
v0 ——叶片进口的绝对速度;
w0——叶片进口的相对速度;
λ——叶片进口压降系数,通常 λ=0.15~0.3。
泵汽蚀余量和泵内的流动状态有关,从式(1)可以看出,提高泵抗汽蚀性能,即减小水泵汽蚀余量 NPSHr, 就是要减小叶片进口稍前的绝对速度和相对速度大小以及压降系数,根据叶轮进口速度三角形中 v0 和 w0 数值计算公式,作者总结出以下几个改变方向。
1)减小叶轮进口流速。主要措施是增加叶轮进口直径、增加叶轮叶片的进口宽度、减小叶片进口设计厚度,目的是增加叶片进口面积,从而起到降低进口流速的效果;尽可能加大设计叶片进口与前后盖板的真实夹角,避免夹角太小导致铸造时铸造圆角过大,堵塞进口面积。
2)降低压降系数。主要是增加叶片进口安放角,采用正冲角设计,增加叶轮前盖板处的曲率半径,增加叶片进口表面质量等措施,改善叶片进口流速分布情况,使流速分布均匀,流态稳定,有利于减少水力损失,提高泵的抗汽蚀性能。
2.2工程应用
水泵发生汽蚀的界限是NPSHr=NPSHa,根据公式定义[1]

式中NPSHa——泵装置汽蚀余量;
pc——吸入液面压力;
pv——介质汽化压力;
hg——吸上高度(吸上状态时,此数值为正,倒灌时,数值为负);
hc——吸入装置损失。
使用某台水泵时,泵的汽蚀余量是由泵本身决定,为了防止汽蚀,必须保证NPSHr<NPSHa,根据式(2),可以采取以下措施。
增加叶轮进口压力,一方面在工程条件允许的情况下,通过调节泵安装尺寸,达到降低吸上高度或者增加倒灌高度的目的,相当于增加叶轮进口处的压力,可以有效改善汽蚀,这是在工程应用中常用也是优先考虑的处理手段;另一方面增加闭式吸入装置中吸入压力或者采用增加前置泵的方式,防止汽蚀的发生。减小吸入损失,通过增加吸入管径、减少吸入管路中阀门及弯头的数量、优化吸水池结构以及泵吸入室的形状等手段,减少吸入管路沿程损失及局部损失,提高装置汽蚀余量。
作为一名水泵工程师,不仅需要熟悉水泵汽蚀方面的知识,更要懂得活学活用,掌握如何合理地把理论知识转化到实际工程应用中,当遇到水泵汽蚀故障时,需要工程师根据现场条件及水力工况,能够快速、简单并有效地提出整改方案。作者将结合实际工作案例,做进一步的论述。
3、案例分析
3.1冷却器循环泵汽蚀故障
3.1.1案例背景
2020年5月,河南某传热节能公司订购了一批SLS200-200G立式管道泵,用于复合型蒸发式冷却器中的冷却水循环,产品外观及管路配置如图1所示。该客户是公司长期合作方,SLS200-200G管道泵作为专用供给的定制水泵,此型号水泵参数是专门为客户定制的,水泵设计参数为流量280m³/h,扬程10m,转速1480r/min,每年多次订购用于设备组装,没有出现性能缺陷和故障。2020年6月客户反馈有4台泵在设备上使用时振动大,噪声超标。
3.1.2故障排查
技术人员在现场检查故障,检测发现同一批泵中,只有这4台泵出现上述故障。根据现场复检,这两套产品在使用时,由于工艺冷却塔的喷淋要求,水泵设计点的水量无法满足喷淋冷却要求,操作人员加大了阀门开度,到达冷却效果时,发现水泵振动大,噪声大。技术人员采集了故障数据:机组最大振动值9.8mm/s,噪声92dB,为了排查故障的具体原因,对现场的18台泵进行一系列排查。
1)检查设备。检查管路及泵地脚等螺栓,没有发现螺栓松动。
2)调节流量测试。同时运行2套设备,其中一套是反馈有故障的设备,结果发现当把阀门逐渐关闭到一定程度时,水泵恢复正常,而加大阀门开度后,均出现振动和噪声。
3)换泵检测。把同一批次中运行无故障的泵换到出现故障的设备上运行检测,发现也出现了上述故障。
4)流量检查。现场通过手持流量计检测运行时管路通过流量,运行时流量计上的结果显示流量在336~340m³/h左右,输出比额定流量增加了约20%。
5)温度检查。实际运行时,在水泵进口检测介质温度50℃。
3.1.3故障分析
根据排查结果,排除了因为安装地脚螺栓松动引起的振动故障;换泵检测及流量调节的结果都是一样,说明同一批次出厂的水泵质量没有出问题,水泵在额定流量时的性能还是很稳定的。因此认为故障原因出在这2套设备运行时,流量运行超出设计点20%,而且水泵输送的介质温度较高,认为叶轮进口处压降增加,从而导致发生汽蚀,水泵产生振动、噪声。
3.1.4解决方案及结果
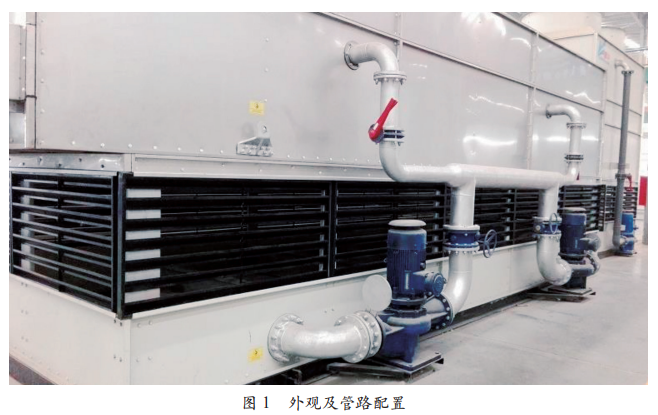
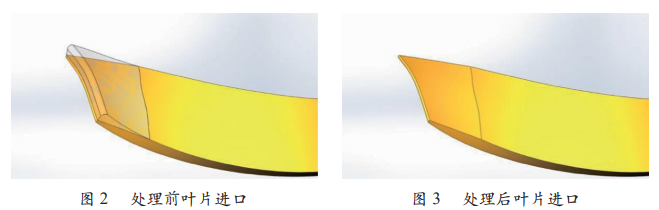
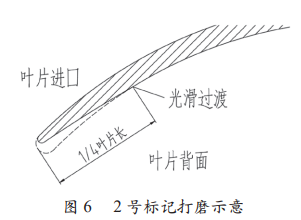
由于客户生产任务紧,没有时间来重新选型换其他型号泵,而且装置安装尺寸已经固定,新泵无法完全匹配,经过协商讨论,客户同意对现有的水泵进行改造,用来满足使用要求,同时厂家为此工况定制重新设计叶轮,保持水泵安装外形尺寸不变。处理方案:改造现有叶轮,考虑1.2倍流量时汽蚀现象明显,进口流速从2.48m/s增加到2.97m/s,对进口叶片进行处理修整,拆泵取下叶轮后,把叶片进口按照图2、图3打磨处理:沿叶片进口方向打磨约1/4叶片长度进口边修薄到1mm并且叶片进口头部打磨成圆形,使进口叶片接近流线型。打磨后的产品用于临时工作用,等新泵设计完成后,用新泵替换改造的泵,不影响客户生产任务。
按照要求处理后,重新组装泵及管路并开机试验,噪声明显小于之前,机组最大振动值3.1mm/s,噪声73dB。
3.2消防泵样机汽蚀改进
3.2.1案例背景
根据GB6245—2006《消防泵》中对消防水泵的性能要求:在吸深1m时,1.5倍流量时,工作压力不应小于0.65倍额定压力消防泵产品[3]。开发消防泵产品样机时,必须对每一个型号的样机都进行性能试验,试验内容包括采集水泵样机运行在1.5倍设计点流量时的性能。XBD7.5/45-125型号第一次样机试制,水泵性能采集数据如下,性能如图4所示,测试数据报表见表1。
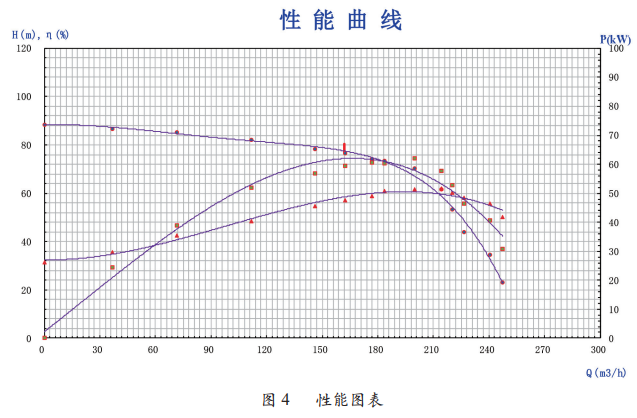
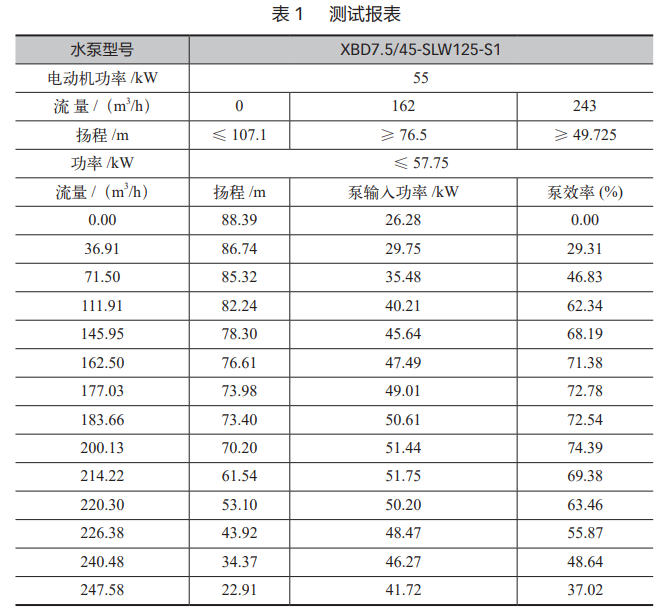
根据测试报告分析:在1.5倍流量点(流量243m3/h)时,扬程没有达标,测试流量200m3/h以后,流量-扬程曲线的下降非常快,测试现场反馈噪声大,有一定振动,振动值合格,判断水泵发生汽蚀。
拆泵检查各个装置,确认管路没有问题后,检查叶轮,测得叶轮叶片进口厚度δ=4.6~5mm,偏离图样设计尺寸3mm,分析原因:铸造时导致叶片进口厚度变大,叶轮进口表面质量有一定缺陷,前期采用打磨进口叶片的方式处理并测试,进一步考虑采用切割叶片方式处理。决定分步对叶轮进行处理与测试,一方面验证提高抗汽蚀措施的可行性,另一方面为样机第二次设计提供改进思路方向。
3.2.2处理过程及结果
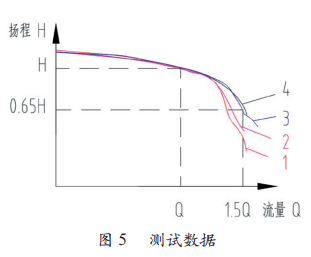
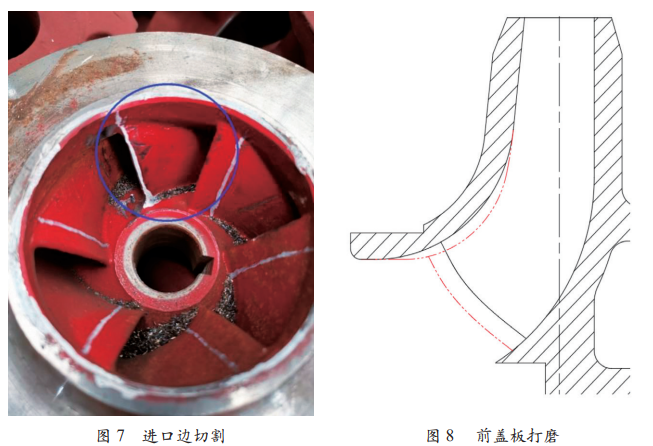
把每一次处理后测试的数据点用样条曲线拟合,并以数字标记,结果成图5所示。图5中各个标记含义:1号标记来源:根据原型泵测试数据(表1中的流量-扬程点)拟合样条线;2号标记来源:把原型泵叶轮拆下,按照图6对叶片进口打薄处理,沿叶片进口方向打薄1/4左右叶片长度,叶片进口打磨成R≈1mm圆角,把打磨后的叶轮装配测试,得到2号曲线;3号标记来源:把2号测试后的叶轮拆下,按照图7所示,把叶片进口切割到画白色标记处,打磨掉约15mm长的叶片并把进口边修成圆角,同时按照图8所示,对前盖板圆弧进行打磨,装配测试后得到3号曲线;4号标记来源:3号曲线基本达到设计要求,根据3号打磨方案内容,重新调整叶轮水力,按照打磨后的尺寸重新设计、开模铸造新叶轮,新叶轮加工后装配到原泵体中测试,参数满足消防设计要求,测试数据为4号曲线。
4、结语
离心泵是否在运行时发生汽蚀,理论上从选型设计时就已经确定,但是实际应用中由于各种因素的影响,水泵可能会偏离设计工况点运行,导致汽蚀的发生。技术人员掌握一定的处理方法后,能够依托现场资源对水泵进行一定的改造,快速有效地解决汽蚀问题。
参考文献:
[1]关醒凡.现代泵理论与设计[M].北京:中国宇航出版社,2011.
[2]沈阳水泵研究所.叶片泵设计手册[M].北京:机械工业出版社,1983.
[3]中华人民共和国公安部.GB50974—2014消防给水及消火栓系统技术规范[S].北京:中国计划出版社,2014.
本文系“流程工业”首发,未经授权不得转载。版权所有,转载请联系小编授权(id:msprocess)。本文作者胡凯,供职于上海连成(集团)有限公司。责任编辑胡静,责任校对何发。本文转载请注明来源:流程工业
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

关于 MTBE 装置检修换剂处理的工艺优化
针对 MTBE 装置检修时卸除旧催化剂中残留物料的安全问题,分析了强酸性醚化催化剂腐蚀机理,并提出了一种优化卸剂工艺。通过调整处理温度及采用低压蒸汽与氮气混合吹扫,有效控制温度在80 ~ 100℃,减少磺酸基团脱落,降低设备腐蚀风险。实践证明,该工艺不仅能彻底去除残留物,避免腐蚀带来的设备损害和成本增加,还缩短了检修时间,保障了生产的快速恢复,具有重要参考价值。
2024-05-28
-

LNG接收站BOG再冷凝工艺分析
液化天然气(LNG)接收站的 BOG(Boil-off Gas)再冷凝工艺是一个关键环节,用于处理由于LNG 蒸发产生的 BOG。这一过程包括将 BOG 通过压缩和冷却转换回液态,有效减少气体排放并提高能源利用效率。主要设备包括压缩机、再冷凝器、冷却系统和自动化控制系统。目前工艺重点在优化能效、降低运营成本以及确保环保合规。未来,面对严格的环境法规和市场变化,BOG 再冷凝技术将向更高的能效、更低的环境影响和更强的系统集成性发展。利用数字化和自动化技术以及整合可再生能源技术将是未来发展的重点。长远来看,LNG 行业将更加注重可持续性和环境合规,推动技术向更高效、更环保、更智能化的方向发展。
2024-05-28
-




热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多