给排水污水处理技术问题及处理方法研究
本文针对环保工程中的废水回收工艺技术进行了详细研究,旨在减少原水消耗、降低生产成本并提高环境效益。本文分析了某煤化工企业动力岛磨煤岗位涉及的3种废水类型,即热动废水、化工冷凝液和醇酮废水,探讨了其回收处理工艺、技术要求和环保风险控制措施,提出了具体的回收方案和管理建议。
本文刊登于PROCESS《流程工业》2024年第11期,原文标题《给排水污水处理技术问题及处理方法研究》。本文作者曹永生,供职于德州市生态环境局齐河分局。
本文被引格式 [1]曹永生.环保工程中废水回收工艺技术研究[J].流程工业,2024,(11):30-32.欢迎引用。
在环保工程中,水资源的有效利用和废水的回收是实现绿色化生产的重要手段。特别是在煤浆制备过程中,由于用水量大,废水的合理回收可以显著减少生产成本和环境负担。本文以某环保工程动力岛磨煤岗位的废水回收工艺为例,对废水回收的技术方案进行探讨,为同类环保工程的废水回收利用提供借鉴。
随着全球水资源短缺和环境问题的日益突出,如何提高水资源的利用效率成为环保工程中的重要研究方向。废水回收不仅可以显著减少企业的用水量,还能降低废水处理的负担,是一种实现节能减排的有效途径。因此,本文将详细介绍动力岛磨煤岗位的废水回收工艺流程及其技术要点,重点分析如何确保废水水质符合生产要求,以最大限度地提高资源利用率和经济效益。
1 废水来源与组成
动力岛磨煤岗位目前主要使用原水量为35~50m³/h,计划通过废水回收来部分替代原水,减少用水量。涉及的3种废水如下所示。
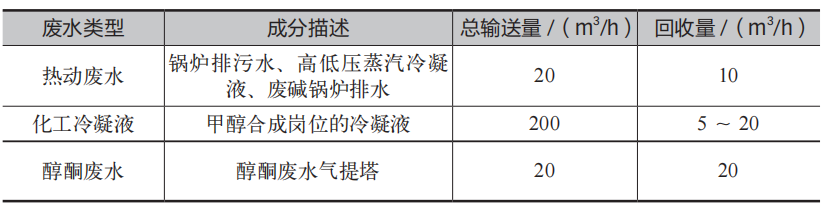
1)热动废水:主要包括锅炉排污水、高低压蒸汽冷凝液和废碱锅炉排水,总输送量为20m³/h,回收量为10m³/h。
2)化工冷凝液;来自化工车间甲醇合成岗位,总输送量达200m³/h,目前动力岛磨煤岗位回收量为5~20m³/h。
3)醇酮废水:来自醇酮废水气提塔,流量为20m³/h。这些废水通过回收水泵和管线输送至磨煤岗位的多元收集器,以替代部分原水用于磨煤,废水来源的具体组成见表1。上述废水通过合理的回收利用,可以显著减少企业对原水资源的依赖。同时,不同废水来源的成分和特点也决定了其在工艺流程中的处理方式和应用方向。
表1 废水来源的具体组成
2 废水回收工艺
废水回收的工艺流程主要包括以下几个步骤。
1)废水收集与输送:废水通过现有的管线及回收水泵输送至磨煤岗位的水槽,具体配管和安装已在现场完成。热动废水、化工冷凝液和醇酮废水均使用管廊上原有管线,经过必要改造后,集中输送至磨煤岗位。
2)废水处理与利用:为保证磨机正常运行,要求废水的水质必须符合纯净、无悬浮颗粒、不含铁离子等标准,以避免因水质问题造成磨机加水量波动,影响煤浆浓度。
3)工艺控制管理:废水的输送需要保证流量稳定,废水质量和磨煤水槽液位通过自动控制系统进行调节,确保磨煤槽位的稳定运行。同时,设置了应急措施,如磨煤岗位用水量减少时,立即减少废水输送量,防止水槽液位过高造成溢流。废水回收的工艺流程简图如图1所示。
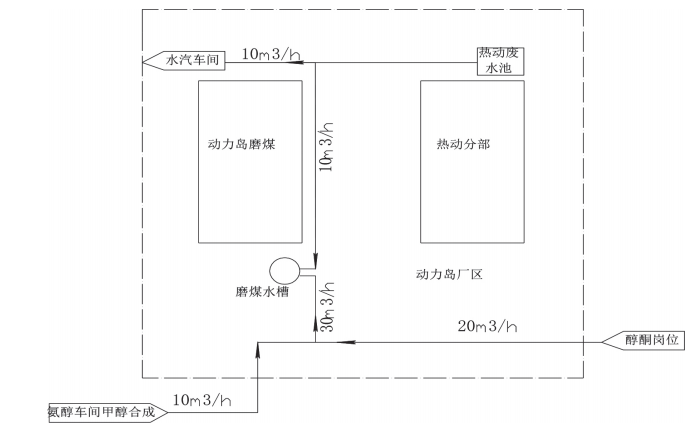
图1 废水回收的工艺流程
废水回收的工艺流程涉及多个环节的协同操作,包括废水的收集、输送、分配和处理等过程。各个环节之间的有机配合对于最终的废水回收效果至关重要。在实际操作中,需要对管道系统进行优化设计,以确保废水的顺利输送和分配。此外,废水的处理环节还需根据水质特点,选择合适的处理方法,以保证水质的稳定性。
3 技术要求与水质控制
动力岛磨煤岗位对废水的质量要求较高,包括连续输送、流量稳定、pH值为7、COD<300mg/L以及氨氮含量<100mg/L等。水质分析由甲醇合成岗位、热动分部和醇酮岗位定期进行,以确保废水符合标准,保障设备的正常运转和生产的稳定性。废水水质的具体分析结果见表2。
表2 废水水质的具体分析结果
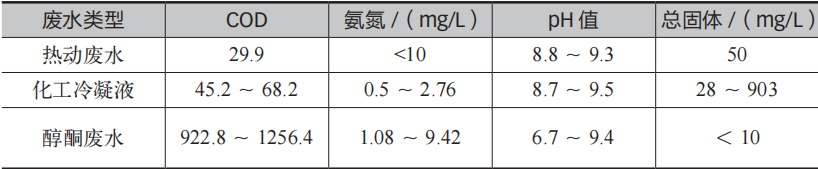
水质控制是废水回收利用过程中最为关键的一环。为了确保磨煤岗位的正常生产,废水必须经过严格的处理和监控,以保证其各项指标符合工艺要求。COD值的控制直接关系到水质的有机污染程度,而氨氮含量的控制则有助于防止设备的腐蚀和结垢;pH值的控制对于维持系统的稳定性也非常重要。
4 技术措施
4.1废水来源及用量
热动废水共分为3部分,锅炉定排回收器排污水约2m³/h,锅炉高低压蒸汽疏水冷凝液约2m³/h,废碱锅炉连续排污水约16m³/h,排水量共为20m³/h,3种废水送至回收水池后,使用回收水泵输送水汽车间晾水塔,动力岛磨煤岗位从主线甩头,加DN80阀门并配管,回收量为10m³/h。
醇酮岗位废水来自醇酮废水气提塔,使用回收水泵将废水输送至管线,流量为20m³/h。
化工冷凝液由化工泵送出,经过大氮肥甲醇合成岗位用泵加压后送至一期变换一级水加压泵前;总输送量达200m³/h,目前使用水量为40m³/h左右,后期改造后增加水量为100m³/h,还有60m³/h的富余水量,回收至动力岛磨煤岗位的水量为5~20m³/h。
4.2施工方法
热动废水送至水汽车间和动力岛磨煤,去水汽车间配管已完成。管道经过磨煤厂房南侧管廊。现在还未投用。动力岛磨煤从管道上甩头,加装DN80阀门,配管至磨煤水槽。化工冷凝液和醇酮岗位向动力岛磨煤输送废水使用管廊上原有管线。从老厂至工业园的一级脱盐水管线,已停止使用。甲醇合成岗位、醇酮岗位分别负责配管和此管线相接。动力岛磨煤从一级脱盐水管线上开孔甩头,配DN80无缝管,将废水送至动力岛磨煤水槽多元收集器。磨煤岗位现场预制多元收集器,集中回收热动废水、化工冷凝液和醇酮废水。各岗位使用、借用管线,相关管线的甩头确认由生产部门统一组织协调相关部门现场确认。
4.3回收废水标准
因动力岛磨机加水为电磁阀FV0604A/B/C/D,阀门为4"截止阀形式,多次因水质脏、管线结垢等原因,发生卡阀、磨机加水量降低、磨机跳车跑浆等情况。磨机加水使用的电磁流量计FT0604A/B/C/D,工作原理为工艺介质切割磁力线产生流量效应测量,若废水中掺杂有铁质杂质,会导致流量测量不准确。为保证磨机的正常运行和煤浆浓度,要求各岗位输送的废水要求连续输送、流量稳定,且废水必须纯净、无悬浮颗粒杂质、无固体杂质以及不含铁离子,pH=7,COD<300mg/L,NH3-N<100mg/L。
5 效益与环保分析
废水回收项目的实施不仅显著降低了原水消耗,每年预计节约成本达229.68万元,同时也减少了废水的排放量,有助于降低环境污染风险。项目运行中通过严格的阀门开度控制和液位监控,减少了因废水量波动对生产的负面影响。
废水回收项目的经济效益分析如下:废水处理成本5.5元/m³。新鲜水成本1.75元/m³。回收废水每吨节约成本7.25元。年节约成本7.25元/t×40m³/h×24h×330天=2296800元。
通过废水的回收利用,不仅显著减少了企业对新鲜水的需求,而且有效降低了污水排放对环境的影响,达到了经济和环境效益的双赢。此外,废水回收还减少了企业的污水处理负担,降低了处理成本。随着环保要求的不断提高,废水回收利用已经成为企业可持续发展的重要途径之一。
6 环保风险与控制措施
废水回收虽然有效降低了生产成本,但在具体实施中也面临一些风险。例如,废水输送量未及时调整可能导致磨煤水槽溢流,造成环境污染。为此,制定了严格的管理和沟通机制,确保废水输送的变更能够及时通知相关岗位和调度部门,避免安全环保事故的发生。为了更好地控制废水回收过程中的环保风险,需要对各个环节进行严格的监督和管理。首先,废水的输送量和水槽液位必须通过自动化系统进行实时监控,以防止因水量波动而引发的溢流事故。各岗位在进行废水输送时,必须与调度室保持密切联系,确保信息的及时传递。应急预案的制定和演练也是不可或缺的一部分,以确保在突发情况下能够快速响应,减少事故对环境的影响。
7 结语
环保工程中的废水回收工艺是实现水资源高效利用、降低生产成本和环保压力的有效手段。动力岛磨煤岗位的废水回收工艺通过科学的管理和严格的技术要求,显著提高了水资源的利用率,减少了原水使用,并有效控制了环境污染。废水回收利用在环保工程中具有重要的现实意义,不仅能够有效减少水资源的消耗,还能够降低废水对环境的污染。未来,随着环保技术的不断发展,废水回收工艺将更加智能化和高效化,实现资源的最大化利用。同时,企业在实施废水回收项目时,也需要注重技术的升级和管理的完善,以应对日益严格的环保法规和市场竞争的压力。
' fill='%23FFFFFF'%3E%3Crect x='249' y='126' width='1' height='1'%3E%3C/rect%3E%3C/g%3E%3C/g%3E%3C/svg%3E)

流程工业



热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

2026(第21届)青岛水大会&水展最新议程曝光,亮点抢先看!
2026-06-18
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多