加氢站节能增效的建设优化与研究
氢能产业是清洁低碳高效能源体系的重要一环,也是实现碳减排的载体,加氢站是普及氢能发展的关键设施。2022年3月颁布的《氢能产业发展中长期规划(2021—2035年)》中指出,到2025年氢燃料电池车辆将会达到5万辆保有量,部署配套一批加氢站势在必行。据不完全统计,截至2021年底,国内已建成加氢站200座左右,仅为实现冬奥会全面绿色交通配套就建设了30余座加氢站。
2021年新修订了GB50156和GB50516两个关于加氢站设计与建设的国家标准规范,为加氢站的安全设计提供建设指导。然而国内加氢站成套建设技术提供方屈指可数,加氢站存在工艺流程技术较为单一、能量利用效率低及检测控制手段有限等不足缺陷,大多的做法是对已运行加氢站的效仿,因此现有加氢站存在较大的优化空间。随着氢能产业呈爆发式的发展和新问题的不断涌现,加之氢燃料汽车市场占有量不断增加,对现有加氢站工艺设计和操作模式提出新的要求。特别是存在氢气纯度无法实时监控、氢气冷却缺少控制调节、压缩机启动频繁等问题。
本文从氢气检测智能化控制、加氢站冷却系统节能控制、站内制氢加氢一体化节能减排优化、氢气压缩机节能等方面进行分析,提出加氢站的节能减排和降本增效建议。
反向监测氢气纯度控制
制氢、储氢、运氢是氢能产业的重要环节,如何保证各环节氢气的纯度品质至关重要。氢燃料电池对氢气痕量杂质要求严苛,目前市场上缺少快速在线监测分析方法与设备,采用非在线送样全杂质分析成本将达到2万~5万/次,高昂的检测成本让氢气出厂单位更多参考了成品油和压缩气的运营方式,以定期氢气检测报告作为销售公司提供给下游用氢方的证明,然而这样存在无法及时获得在制氢、运氢、储氢多个环节出现混入杂质的情况。
氢气品质出现问题主要在3个方面:一是氢源出现问题,例如氢气母站提纯装置失效或者操作不当,导致提纯效果下降;二是氢气运输车的车载储罐未能脱除杂质或者混用;三是加氢站的氢气储罐中本身混入杂质。无论哪一个环节出现问题,不合格的氢气都会对氢能汽车产生致命损坏。据了解,目前1辆氢能源汽车价格在100万元左右,氢气不纯不仅会造成巨大经济损失,更会降低大众对氢能汽车甚至氢能产业认可度。
通过对国际标准ISO 14687—2019和国家标准GB/T 37244—2018分析,氢燃料电池对氢气的纯度阈值为99.97%,尚未达到高纯氢99.99%规格,但对氢气中的14种其他杂质含量给出超严格限制,其主要目的是为了保护氢燃料电池的使用寿命和发电效率。
在这14种杂质中可大体分为两类,一类杂质能够造成燃料电池的永久性中毒与损害,导致电池报废,例如CO、总硫等;一类杂质会降低氢燃料电池的发电效率,通过合格新鲜气体置换有恢复的可能性,例如水、氮气等。但不论出现何种中毒或者损害,都会像燃油汽车发动机出故障一样,让购买者对氢能源汽车望而却步。
分析氢气杂质首先从其源头探索,目前工业制氢工艺主要来自于以下几种工艺流程,其可能含有的杂质见表1。
表1 不同工业制氢方式氢气 主要杂质
制氢方式 |
氢气中可能存在的杂质 |
天然气制氢 |
CO、CO2、S、H2O、Ar等 |
电解水制氢 |
O2、H2O等 |
氨解制氢 |
NH3、N2等 |
煤制氢/甲醇制氢 |
CO、CO2、S等 |
炼厂副产氢气 |
S、Cl、O、碳氢烷烃等 |
由于直接分析氢气杂质纯度难度大,本文提出了一种采用反向检测氢气规格新理念(详见图1),通过对氢气纯度的严格检测以推测其他杂质变化的可能性,适用于加氢母站和加氢站。
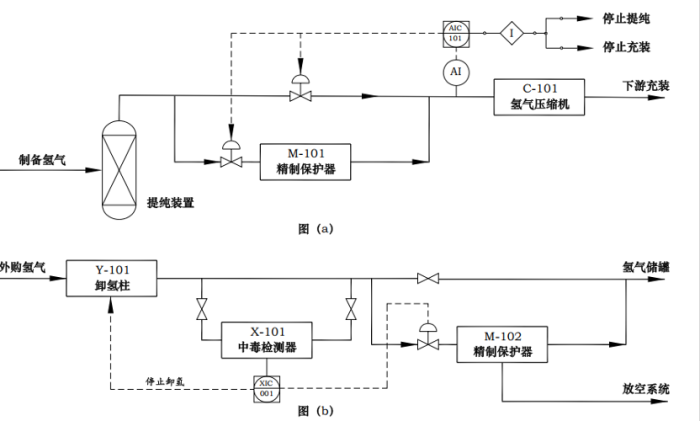
图1 反向检测氢气流程优化简易图
(1)加氢母站
对于加氢母站或者站内制氢加氢站,在提纯装置下游设置一台在线氢气分析仪,此时要求氢气的纯度至少维持在99.99%。流程如图1(a)所示,增加一台精制保护器M-101以及氢气纯度的联锁AIC-101,在装置稳定获得合格产品后,此时设定氢气纯度值为w1(w1满足氢气纯度大于99.99%);如果运行时在线分析AI-101显示氢气纯度出现波动,达到氢气纯度下限报警值w2(例如,w2设置为99.975%)意味着提纯装置可能出现问题,此时报警并联锁打开精制保护器M-101的入口阀,让氢气通过1个撬装化高效分离装置实现进一步提纯,该装置重点对工艺气体来源中可能含有的杂质以及对氢燃料汽车造成危害较大的组分进行脱除。此时对站内的提纯装置进行分析,若不是运营问题则需要考虑是否原料组分发生变化或者吸附剂效果下降。若分析仪AI-101检测纯度低于99.97%,立即联锁停止提纯装置和对外充装。
(2)加氢站
对于加氢站,可在卸氢柱位置设置1个简易化中毒检测器X-101以及氢气精脱保护装置M-102,其中精脱保护器产生的解析气体进入到站内放散系统,流程如图1(b)所示。中毒检测器X-101是1个和燃料电池工作原理一样的电池,在外部购买的氢气进站之后先经过中毒检测器X-101,通过显示电流的强弱分析其是否存在中毒杂质,如果出现问题立即联锁停止卸氢,并将已卸入的氢气进入到撬装氢气精脱保护装置M-102防止污染下游设备;如果依然不满足燃料氢要求,只能拒绝接收该批次氢气。
本文提供的反向监测氢气纯度的方法不是一种根本解决氢气在线分析问题的方式,无法直接检测每类杂质含量甚至还会出现“假报警”现象,但是对于现阶段的氢气纯度起到一定监控作用,避免造成不可挽回经济损失。
站内制氢加氢一体站优化控制
考虑到氢源分布不平衡的现状以及氢气的高运输成本瓶颈,站内电解水制氢成为了解决加氢站氢源困难的方式之一。电解水制氢技术已经成熟应用于工业化装置,然而其制氢成本相对较高,大约在4~5kWh/Nm3H2(相当于32~40元/kgH2成本价格),对于1个500kg/d规模的站内电解水制氢加氢站,需求电量大约在28MW/d,属于高耗能装置,因此如何降低电解水成本且提高绿电使用比例,对促进碳减排至关重要。
对于现有加氢站站内制氢的电主要有两种来源途径:一是采用工业用电;二是利用加氢站站内罩棚、站房顶部、停车场顶部以及周边工作场所或者集中地区建设太阳能发电站。但是由于光伏发电的效率相对较低,如果仅依靠站内的面积发电量远不能满足电解水制氢的需求量,因此依然要采用工业电作为补充。而工业电又分为波峰用电和波谷用电,波谷用电价格比波峰用电价格大约低0.6~0.8元/kWh,因此如何合理利用“电”是降低站内制氢加氢一体站的关键因素。
本文提出建设一套太阳能发电和低谷电智能优化系统优化站内用电方案思路,即最大可能使用太阳能发电比例,其次是低谷用电比例,最后是正常或者波峰工业用电比例,以降低电解水制氢成本。
例如白天用电按照太阳能发电→蓄电池电→工业用电顺序,如果太阳能发电量富余,可通过蓄电池将电“存储”至晚上利用,实现全天连续电解水制备得到绿氢;若出现天气恶劣情况,太阳能发电量不足且站内储备氢气量不足,则只能启用工业用电作为补充。晚上用电模式按照蓄电池电→低谷用电顺序,晚上优先利用白天太阳能发电的蓄电池电,如果没有富余电量再采用廉价的夜间低谷电。
因此可建设一套智能控制系统,若白天太阳能发电量足够多,则可将多余电量存放于蓄电池中供晚上利用或者白天调整制氢装置负荷;若出现阴雨天且发电蓄电能力不足,根据氢气需求量在夜间充分利用低谷用电期提高电解水制氢工作负荷,加大夜间制氢产量并存储于站内氢气储罐,同时降低白天电解水工作负荷。
另外,站内氢气压缩机集中充装瓶组时间调整于夜间低谷用电期,降低用电成本。
卸氢计量系统优化
考虑到安全和消防限制,国内加氢站主要采用站外制氢供氢方式,通过高压长管拖车从外部购买氢气,关于卸氢计量问题,规范GB50156—2010(2021版)对于氢气进站的计量方式进行了科学调整。
在2010版规范中,建议卸氢计算方法是按照氢气储气瓶的容积和起始压力核算,实际加氢站建设期间为了减少质量流量计的成本投入也是采用此方法估算。从其条文解释举例数据可看出该计算方法是建立在气体理想状态方程,但是在高压状态下氢气远离理想状态,压缩因子发生重大偏离(如表2),因此采用这种方法并不能精确体现卸载量。
表2 在20℃温度下不同压力下氢气的压缩因子
压力/MPa |
压缩因子Z |
压力/MPa |
压缩因子Z |
0.5 |
1.002 |
20.0 |
1.085 |
1.0 |
1.004 |
25.0 |
1.109 |
5.0 |
1.019 |
35.0 |
1.134 |
8.0 |
1.031 |
40.0 |
1.187 |
15.0 |
1.061 |
45.0 |
1.214 |
2010版条文解释举例:10个1170L氢气瓶组从25MPa到0.5MPa的氢气卸载量总共是2866.5Nm3(255.94kg),而通过修正压缩因子实际上最大卸载量是213.38kg,相差了42.56kg(存在16.5%的误差),对于接收方是有损失的。实际上即使手动通过温度和压力去修正依然会出现误差,同时在泄氢过程存在一定损失。若增加1个质量流量计(带累计功能),可以精确地直观提供氢气卸载量。
因此建议卸气柱必须设置质量流量计,增加之后还可实现站内氢气使用率进行严格计算。因为加氢站不连续运行特点,在压缩机、加氢机、卸氢柱等设备停止工作后须对部分密封高压管道空间进行泄压,该部分氢气量无法计量。因此通过对外的加注量以及卸载量的直观计量可以实现精确计算站内氢气利用率,为企业的经济和运营分析提供精确数据支撑。
冷却系统的节能优化
加氢站内的冷却系统主要是采用电制冷方式实现,站内需要冷却主要在2个区域:一是氢气压缩机冷却,氢气被做功增压后发生急速升温;二是加氢机冷却,氢气温度大于-69.15℃时节流或者膨胀会发生焦-汤效应,升温达到150℃,而目前车载储罐设计温度最高为85℃,因此需在加氢机进行有效充分冷却。
(1)氢气压缩机冷却控制
加氢站内的压缩机采用的是容积式压缩机,出口压力是固定不变。例如45MPa压力级别加氢站的压缩机出口压力为45MPa,而入口压力是一直变化波动,意味着其压缩比也在变化,入口压力变化范围一般在5~20MPa,压缩比范围在2.25~9,通过表3可看出在入口氢气温度为20℃时,不经过任何冷却出口温度达到200℃以上。将200℃的介质冷却到50℃以下需要消耗大量的冷冻水,因此目前站内运行模式基本上是按照最大操作流量常供。
表3 无冷却工况氢气压缩机出口温度变化
入口压力/MPa |
压缩比 |
出口温度/℃ |
5 |
9 |
372.0 |
10 |
4.5 |
238.4 |
15 |
3 |
170.8 |
20 |
2.25 |
127.0 |
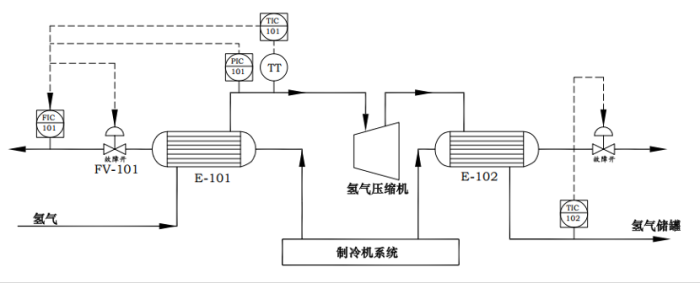
图2 氢气压缩机冷却控制优化
如图2所示对氢气压缩机的冷却流程进行优化,在其压缩机的出入口均设置一组换热装置(E-101&E-102)以及温度控制系统,温度传感器TIC-101控制压缩机入口温度维持在-10~0℃,如果入口压力PIC-101低于10MPa,超驰联锁控制FV-101调节阀,维持一定冷却介质流量;压缩机出口温度通过换热器和TIC-102实现调节,但是调节阀TV-102设置为故障开,确保压缩机出口温度即使在阀门出现故障也不会超温。
优化之后,非特殊情况无需常开大流量制冷系统,并通过增加温度联锁控制灵活调整冷却流量,可实现节省30%以上的制冷剂用电量。
(2)氢气加氢机冷却控制
加氢机的冷却控制至关重要,必须确保车载储罐不能超其安全设计温度85℃,因此加氢过程设置了车载储罐压力和温度的超驰联锁,在达到加氢设定压力和设定温度强制停止加氢机。即使加氢在安全设计温度和压力以内,不同的终了温度对其加注量会影响很大,详见表4。
表4 不同温度和压力车载储罐充装量
35MPa压力下 车载储罐温度/℃ |
容积300L 车载储罐充装量/ kg |
85℃温度下 车载储罐压力/ MPa |
容积300L 车载储罐充装量/ kg |
20 |
6.986 |
20 |
3.525 |
35 |
6.678 |
25 |
4.323 |
55 |
6.311 |
30 |
5.090 |
85 |
5.830 |
35 |
5.830 |
加注车均加注到储罐35MPa压力下,储罐温度35℃比85℃温度下的加注量多了19.65%。加注过程影响氢气储罐温度主要因素有加注过程压力差节流、加注速率以及车载储罐容积等,目前多数加氢站冷却装置设置在调节阀上游,每次加注需要人为设置调节阀开度,而且缺少精确控制冷却水量措施,基本上是大流量供冷。
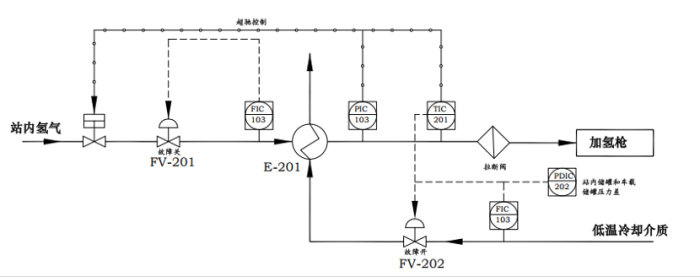
图3 加氢机冷却控制系统设计优化
如图3所示,对加氢机部分流程进行优化,将调节阀FV-201位置提前至冷却器E-201上游并增加1个温度控制TIC-201调节冷却介质流量。考虑到超温后果相对严重,增加一道压力差联锁PDIC-202(站内供氢储罐压力和车载储罐压力差),在站内供氢压力和车载储罐压力差超过25MPa时,冷却介质流量不能低于限值F0。例如对于5kg/min加注速率工况,压差ΔP超过25MPa时冷却最低量F0为35m3/h;当PDIC-202未超过25MPa时通过出口温度TIC-201调节冷冻水流量,从而降低制冷系统的用电负荷。
压缩机节能优化
加氢站的非连续运行特性对站内氢气压缩机运行影响巨大,目前国内加氢站90%以上采用的是隔膜式压缩机,该压缩机最明显的缺点是膜片运行时间较短,大约在700~2000h,尤其频繁的启停对膜片寿命破坏力更大,因此如何提高站内压缩机连续工作时间,降低启停频次至关重要。压缩机启动工况主要是高压储罐压力不足时压缩机直接加注车载储罐以及加氢站内氢气储罐充装。
(1)压缩机直接加注汽车储罐
加氢站加氢主要采用站内高压、中压、低压多级带压氢气储罐进行汽车加氢,以提高站内氢气利用率以及加氢速率。然而当加氢站遇到汽车加注高峰期时会出现高压储罐压力不足现象,此时需要启动站内氢气压缩机直接加氢,但这会因为车辆加注的不连续特点出现压缩机频繁启停问题,同时受压缩机最大工作负荷限制加氢速率较慢。
m实际=Q实际×ρ=Q实际×P/ZRT
其中,m实际——压缩机的外输实际流量,kg/min;Q实际——压缩机的实际工作负荷,m3/min;ρ——氢气密度,kg/m3;P——压缩机的入口压力,Pa;Z——氢气的压缩因子;T——二级压缩机的入口温度,K;R——理想气体常数,R=8.314J/(mol•K)
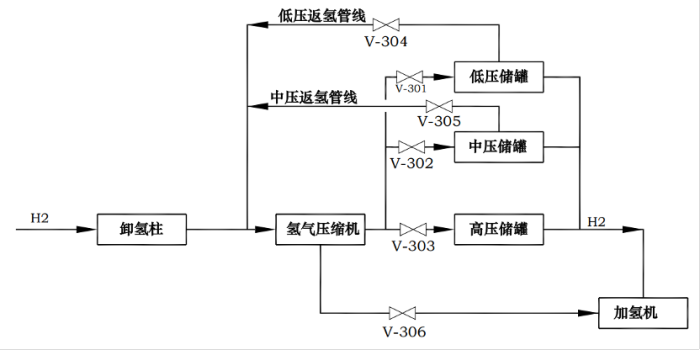
图4 压缩机优化控制简易图
本文对流程和操作进行优化(如图4所示),增加低/中压储罐与压缩机入口之间返氢管线,根据式(1)可知对于隔膜式压缩机其入口压力P与压缩机的实际外输量Q实际成正比,因此采用低压或者中压储罐作为压缩机入口,可提高压缩机的加注质量流量。在高压氢气不足时,如有氢燃料汽车到站内加氢,可打开阀门V-306直接实现压缩机充氢;如无汽车加氢则打开阀门V-303、V-304(或者V-305),关闭V-306、V-301、V-302,把低压储罐的氢气“倒罐”至高压储罐,使后续来车在短时间内无需频繁启动压缩机。
若外部采购的氢气量远不能完全将站内所有储罐充满,例如仅能满足站内储罐的1/2,对于高、中、低压3种储罐的充装顺序建议如下:优先充装高压储罐,此时由于压缩机入口压力高(压缩机入口压力随着外部储罐氢气充装而降低),可快速将高压储罐充满;然后再充装中压储罐,最后是低压储罐,这种方式可在卸氢量不足的情况下优先确保高压和中压的量,在加注车辆时可以短时间内无需启动氢气压缩机,同时提高加注车辆氢气速率,降低压缩机启动频次。
结语
本文通过对目前加氢站实际建设中存在的问题进行分析与总结,从反向监测氢气纯度控制、卸氢精确计量系统、加氢站冷却系统节能控制、站内制氢加氢一体化节能减排优化、氢气压缩机节能等几个方面提出合理化建议与优化。
(1)提出一种氢气检测智能化控制系统,实现对加氢站内的氢气纯度进行间接的实施监控,确保氢气质量合规;
(2)提出了卸氢精确计量系统、加氢站冷却系统节能控制等措施,提高氢气利用率,降低冷却能耗;
(3)提出一种关于站内制氢加氢一体化节能减排优化新思路,将加氢站与站内制氢、可再生能源相结合,为后续制氢加氢一体化站建设提供思路;
(4)通过对氢气压缩机节能分析,降低加氢站压缩机的运行能耗以及启动频次。
本文关于加氢站节能相关的措施和思路,可为后续加氢站的工程设计与建设提供参考。
本文内容来源来源 |《现代化工》2024年第2期,本文作者王江涛。责任编辑:胡静,审核人:李峥
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

数字化转型四步走,助力钢铁行业“氢”装上阵
“双碳”目标下,冶金行业作为高能耗、高排放的行业之一,面临着前所未有的碳减排压力,业内亟需从高碳工艺向低碳工艺转变,加大清洁低碳能源替代煤炭的应用。
2024-02-22
-

赢创:在锂电、风电、氢能等行业的绿色解决方案
2023年,全球经济复苏动力不足,市场需求疲软,化工行业也遭遇到了严峻挑战。尽管面临重重挑战,可持续发展依旧是中国乃是全球的核心议题。中国作为全球最大的化学品市场,随着“双碳”战略的稳步推进,其发展韧性和前景依旧可期。赢创在2023年持续深耕中国市场,加快实施可持续发展战略。
2024-02-05
-

氢能时代,管道技术和设备成为能源运输的关键
目前,全球政要和经济学家都在致力于氢能的推广使用,并积极找寻解决方案。大范围使用氢能,不仅要确保氢气的顺利生产及良好存储,还要确保氢气能从生产地点顺利运输至使用地点。氢气存储和输送线路需要高额的投资,这让已经具备相关技术和材料的管道行业备受瞩目。管道行业蕴藏着巨大的潜力……
2024-01-04



热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

2026(第21届)青岛水大会&水展最新议程曝光,亮点抢先看!
2026-06-18
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多