警惕偏差正常化引发下一个过程安全事故
本文刊登于PROCESS《流程工业》2024年第03期
《警惕偏差正常化引发下一个过程安全事故》
文/高永宜
本文作者供职于诺力昂化学品(上海)有限公司
1 背景介绍
近期在行业内进行安全工作交流时,深入讨论了一起因人员操作失误而引发的过程安全险兆事件,尽管这个事件没有造成实际后果和影响,笔者认为在安全领导力、安全文化和作业程序以及在安全偏差的管理方面,此事件还是很有意义的,以飨读者。
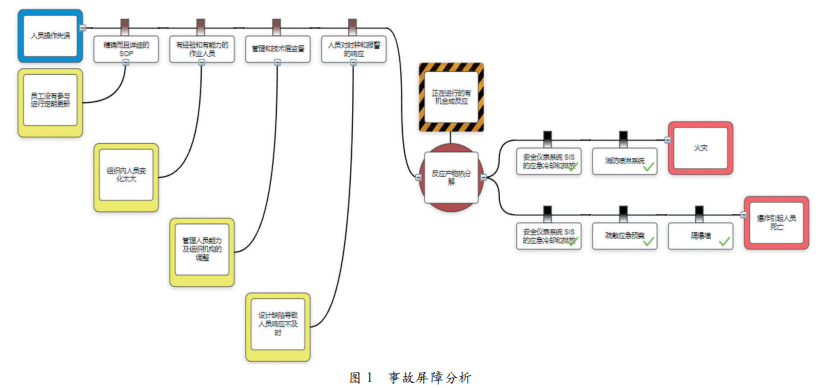
某化工厂的一批预混化学品按照要求配置完成后,在准备进入下一个反应过程时,由于现场的一个关键阀门出现了异常需要修理,这样使得这批预混料存放的时间超过了正常 4 h 的要求,20 h 后此阀门被修好,操作人员按照要求对这批预混料进行了取样和化学分析,结果显示部分化学品的浓度低于标准下限,现场工艺工程师在查看和研读过相关操作规程后,认为这种低于下限浓度的化学品只会影响得率,而无安全风险,为了减少公司原材料的损失,现场工艺工程师就通知操作人员使用这批预混料继续用于后段的反应,当反应到 1 h 后,DCS操作人员察觉到系统压力 突发异常,同时系统自动触发了安全仪表系统(SIS),使得化学反应立即终止,工艺装置也回到了安全的状态。显然这是一起典型的因 SIS 触发而发生的险兆过程安全事件,在做进一步的原因分析时发现,很多的预防性保护层在此事件中都失去了保护作用。如图 1 所示,前4个预防性独立保护层包括详细的操作规程、有能力的操作人员、管理人员和技术专家的现场监督以及人员对过程报警的响应,都没能阻止因为人员失误而导致此事件的发生,幸好因安全仪表系统、消防喷淋系统的及时动作,以及现场人员的及时响应,成功避免了火灾和爆炸事故的发生。
2 偏差正常化的定义来源及其后果
此事件让笔者想起 2007 年美国化工过程安全中心 CCPS 出版的《基于风险的过程安全指南》中的一个安全用词“偏差正常化”[1],其中特别之处是关于化工过程安全的管理方面,其定义是因 为对不合规范偏差容忍度的逐步提高,而导致绩效标准的逐步降低。
偏差正常化是一种长期现象,在这种现象中,个人、工作团队和整个组织有时会逐渐接受一种不同的绩效标准,直到它成为一种规范,这通常是条件随时间缓慢变化和侵蚀的结果。跟人员操作相关的偏差,一定是重复地发生了多次,且长时间没有造成发生一起事故,或是没有造成其他明显的工艺问题如得率或产品质量。
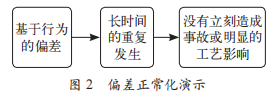
总体来说偏差正常化如图 2 所示,具有 3 个特征:1. 基于操作人员行为的偏差。2. 这种偏差需要长时间地重复发生。3. 这种偏差没有立刻导致一起事故或其他明显的工艺过程影响。
刚开始时,这种偏差是在可接受操作范围的下限或上限值进行波动,但经过一段时间的漂移,缓慢超出可接受的范围,并且造成了安全问题,到了这个阶段,偏差正常化的模式被建立了起来。 这类偏差往往是很多大事故发生的主要原因贡献者,例如一位安全顾问 Baker在 2005 年英国石油公司(以下简称“BP”) Toledo 炼油厂的员工行为安全评估中提到“一些有风险的操作行为被正常化并被现场认可”。安全顾问的评估还发现:在炼油厂的员工中,安全并不是他们最优先考虑的事项,那些现场的设备一直会运行,直到出现故障或发生一些异常的事件后,工厂管理人员才会安排维修。另外在 BP 的现场还发现工厂管理团队:1)培育了一种不能接受错误的文化氛围。2)一些重复的安全实践偏差被正常化,导致现场有的风险不能被及时认知和报告。3)强化对不安全行为的交流和控制,而忽视对安全行为的正面反馈和沟通。4)有部分程序编辑得比较开放和模糊,有些员工在操作时需要专人进行解释。5)对一些重大的工艺过程风险,现场人员表现出明显的自满态度。
管理层因为没有及时采取措施来纠正上述错误的管理理念,致使 2005 年 BP 在美国得克萨斯州的炼油厂碳氢化合物车间发生系列爆炸,造成 15 人死亡,180多人受伤。爆炸产生的浓烟对周围工作和居住的人们造成不同程度的伤害,直接经济损失超过 15 亿美元。这起事故的发生也成了美国过程安全管理的一个转折点。
我们认为导致偏差正常化,正常有 3 个错误的观念模式:1)不了解工艺过程的危害;2)对发生的后果,认为不可能发生;3)大大低估了后果的严重性。
3 如何辨别和避免我们身边的偏差
偏差正常化一般在开始前,组织内部至少出现过一次被认可的违反操作规定或操作流程的行为;或者一些已经正式发布的操作规程,有供专业人员进行进一步解读的空间。
操作人员引发的一些典型的和有目的的偏差,管理人员有时没有认为那是一个错误。他们认为这样的变化将会提高生产效率、减少停车时间、精简操作步骤或者带来其他方面的收益。这种变化不被认为是一种消极的,并能导致他本人或同事将受到伤害。有时发现完成某一任务的操作规程会缺少必要的信息,而且描述得不是很详细。偏差经常会发生在一些有经验的老员工身上,当偏差发生时,跟工艺或安全相关的问题没有得到有效的关注,这样的重复操作导致了偏差正常化,并逐步在组织内得到认可。
BP在 2005 年的事故中,发现日常管理中出现了一系列涉及过程安全的问题,如设备缺少维修、安全设施或安全系统没有正常投入使用,没有按照审查建议来安装火炬系统等[2],这种管理氛围加剧了员工时常不能按操作规程来进行作业。另外在变更管理、风险的容忍评估和预防性维修等管理流程方面,管理层也不能严格按照程序来执行和落实。管理层的偏差往往比操作员工的偏差更加危险,因为管理层负责的范围和权限更大,而且他们的行为和影响力进一步加剧了偏差的正常化。
正如本文开头提到的那个过程安全险兆事件,就是因为操作程序的不精确,不同的人对一些关键的操作点有不同的理解,这些模糊的操作步骤就需要专人解释才能进行正确的操作,这样就导致了工人和工艺工程师在作业时发生了偏差,固有的思维认为这样的操作不会有不安全的后果,而且这种偏差在现场已经存在了好几年,直到这次险兆事件的发生。
公司在安全领导力与安全文化方面经常会列举发生的一些偏差[3],如果你们的公司或工厂目前有类似的问题,请大家谨慎并着手改善:1)经常允许在安全操作范围之外的操作现象存在;2)经常收到负面的外部投诉;3)工人在日常工作中常常发现有疲劳的迹象;4)职业安全和过程安全之间的差异被大多数员工混淆;5)企业组织架构频繁地变革;6)生产目标与安全目标之间经常存在冲突;7)管理层和工人之间沟通难度大,导致上下之间关系紧张;8)工艺安全改进项目的实施常常过期;9)管理层对过程安全问题响应缓慢;10)大家对现场的监督能力和效果缺乏信任;11)现场工作繁忙,每天工作负荷较大;12)优先事项会出现频繁变化,存在随意调整现象;13)领导者明显重视基于效率的行为,而不是基于结果的行为;14)指挥权限的界定不清晰;15)一线存在不了解或不遵守标准的员工;16)组织的考核存在不公正、偏袒的现象;17)员工离职率偏高,存在员工能力不合格的员工上岗现象;18)不同的轮班团队操作规程的执行不一致。
另外在程序管理方面,也罗列出这几个典型偏差案例,希望大家能在日常工作中予以关注和避免:1)操作程序没有针对涉及的所有必需的设备;2)操作程序不能确保在安全操作范围内作 业;3)操作员不熟悉程序或不知道如何使用程序;4)自动起动跳停机的事件大量发生;5)现场员工交接班沟通不充分;6)公司的作业许可证程序没有被遵守;7)操作程序的内容描述不充分或没有要求操作人员参与;8)现场没有确定哪些活动,需要书面的程序。
如何避免和应对安全领导力、安全文化以及程序管理方面这些偏差?首先要重视识别:先识别,才能管理;不识别,浑然不知。更重要的是,要深刻理解其应对挑战性所在。
其次是评估偏差:事物总是存在偏差,应对偏差正常化,利用变更管理的工具进行适当的风险评估,不是说追求不顾成本、不顾一切,每次都将偏差导致的风险降到0,实际这也不可能做到, 而是要注意评估偏差底线,在多少范围内可以接受。
最后要持续优化:如前所述没有风险就是最大的风险,以为一切正常其实未必正常。减小偏差永无止境,只是受限于成本、技术等因素,在特定时空下,存在上限,只能退而求其次,放宽标准。
公司需要建立一个公开和平等的沟通机制,当偏差发生时,它能够立刻被公司内部人员很容易地识别、沟通和汇报。提高双向沟通的氛围,避免组织内部人员因为汇报偏差事件而造成的担心和恐惧,以及建立一个没有责备,没有顾虑的沟通文化机制。
4 结语
实践证明,如果公司的管理系统不充分,团队的领导力不够强大,这些偏差正常化后,所发生的事件对大公司也会造成一定的损失。
遵守法规是必须的,但仅仅遵守法规是不够的。成功的安全管理靠的是安全领导力、高效的执行力、积极的安全文化和良好的管理体系,有效使用变更管理这一个过程安全风险管理工具,认真辨识和对待好每一个变更,提前识别风险和规划好安全措施。因此,企业应当在过程安全管理中,积极识别存在的偏差并予以及时纠正,防止“习惯成自然”导致执行偏差的正常化。
参考文献:
[1] CCPS. 基于风险的过程安全指南 [M].2007.
[2] CSBBP Texas City Final Investigation Report[C].2007.
[3] CCPS.Recognizing and responding to normalization of deviance[J].117-119, 2018.
本文系“流程工业”首发,未经授权不得转载。版权所有,转载请联系小编授权(id:msprocess)。本文作者高永宜,供职于诺力昂化学品(上海)有限公司。责任编辑胡静,责任校对何发。本文转载请注明来源:流程工业
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

筑牢工业信息安全防线
安联 2023 年的风险报告分析称,除了业务中断之外,网络风险是全球企业面临的最大风险。因此,需要通过做好基础网络安全监测与防御,避免企业受到网络攻击的可能性。
2024-03-20
-

化工装置预试车、联动试车安全操作要点
化工装置试车是指在装置建设完成后,进行各项设备、管道、仪表等的调试和检查工作。试车的目的是验证装置设计的合理性、设备性能的可靠性,以及确保装置能够正常运行。
2024-03-13
-
新规发布!《安全仪表功能(SIF)安全完整性等级(SIL)验证导则》
《安全仪表功能(SIF)安全完整性等级(SIL)验证导则》2023年11月27日发布,本文件确立了安全仪表功能(SIF)的安全完整性等级(SIL)验证的原则,提供了验证方法、公式、示例、数据等内容,给出了失效率、结构约束、系统性能力等验证的程序、内容等说明。本文件适用于石油化工和化工装置的SIL验证。
2023-12-01


热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

2026(第21届)青岛水大会&水展最新议程曝光,亮点抢先看!
2026-06-18
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多