关于 MTBE 装置检修换剂处理的工艺优化
本文刊登于PROCESS《流程工业》2024年第05期
《关于 MTBE 装置检修换剂处理的工艺优化》
文/ 李栋
本文作者供职于山东玉皇化工有限公司
MTBE生产工艺是以混合碳四中异丁烯和甲醇原料,在酸性催化剂的作用下进行酸化反应生成甲基叔丁基醚(MTBE)的过程。在运行周期期满后,要对无活性的催化剂进行卸除和更换。传统卸剂处理工艺是系统压料操作完成后,用蒸汽蒸煮24h或更长时间,然后取样分析,分析合格即可打开人孔卸剂。但在最近几年的检修换剂过程中出现了蒸煮过程旧催化剂对设备内构件甚至设备本体造成严重腐蚀的情况,祁有彬认为腐蚀的机理为生成的氧化铁物质进入了萃取塔中,导致堆料腐蚀[1]。张明辉对MTBE装置点蚀问题进行了分析,提出加装不锈钢保护层和保护丝网的措施,以及从技术方面提出防腐建议,有效降低了装置在圣生产运行中的受腐蚀程度[2]。本文对MTBE装置检修换剂处理进行了分析和研究,根据装置的实际情况对传统的卸剂工艺进行进一步的优化。
1、腐蚀原因分析
MTBE装置使用强酸性醚化催化剂,在进行换剂时,需要将催化剂中残留C4、甲醇、MTBE等物料脱除,在进行蒸煮时,温度较高,会造成催化剂中的磺酸根脱落,脱落下来磺酸基团会对设备及内件造成严重腐蚀。韩毅指出醇回收过程中,水的介入导致形成酸性电解质溶液,进而引发设备腐蚀问题[3]。在对催化剂进行处理的过程中,过热蒸汽致磺酸基团脱落,形成高温酸性水,最终汇集到设备底部,酸性水在长时间高温的条件下对设备内件及设备本身很容易造成腐蚀,尤其对碳钢材质的反应器及催化蒸馏塔更为严重。
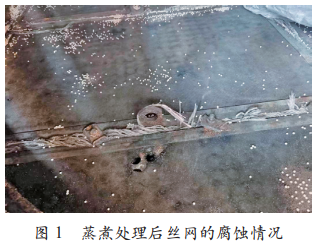
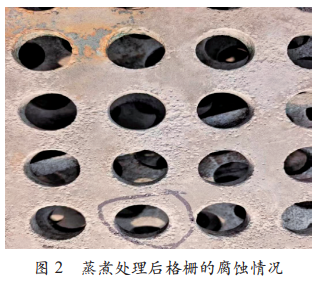
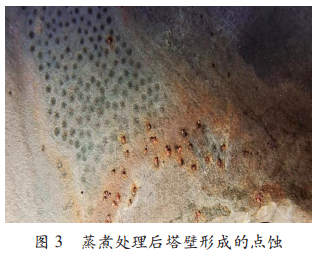
长时间高温蒸汽处理造成腐蚀情况如下所示:蒸煮处理后丝网的腐蚀情况如图1所示,蒸煮处理后格栅的腐蚀情况如图2所示,蒸煮处理后塔壁形成的点蚀情况如图3所示。
2、优化方案的理论依据
卸剂前旧剂处理的目的是在较高温度下去除剂中残留的碳四、甲醇、MTBE等,达到安全、环保的要求。
2.1从残留物料的物性考虑处理温度
主要残留物料常压下沸点见表1,从几种物料沸点可以看出,设备内温度65℃以上,就可以保证催化剂吸附的甲醇、MTBE、C4全部挥发出去,没有必要控制很高的温度。

2.2从催化剂脱磺酸根速率角度选择处理温度
低于80℃时脱磺酸根速率几乎为零,对设备基本没有腐蚀;90~100℃时,发现脱磺酸根现象,速度较慢,设备基本没有腐蚀;超过120℃时,脱磺酸根速率很快,对设备有明显腐蚀。2.3优化方案的温度控制范围可以看出,处理温度80~100℃时,既可以保证吹扫速度较快、催化剂内残余物料处理得干净,又保证了催化剂脱磺酸根脱落很少,很大程度地减少设备的腐蚀。
3、卸剂处理工艺优化方案的实施
本文在对化工生产过程中的卸剂处理工艺进行深入研究与实际操作观察的基础上,识别到现有方法在效率和安全性上存在的一系列限制。传统的处理方式使用中低压蒸汽直接对物料进行吹扫蒸煮,在某些情况下导致物料温度控制不当,进而影响最终产品的质量与处理过程的安全性。本文提出了一种改进的处理工艺,旨在通过优化处理温度与时长来提升卸剂处理的效率和安全性。
改进的工艺采用了低压蒸汽与氮气混合吹扫的方法,此举基于对物料热力学性质及吹扫过程动力学的综合考量。具体操作过程为先使用低压蒸汽对设备进行预热和吹扫,待温度稳定达到100℃时,再引入氮气进行冷却吹扫。此方法的关键在于控制混合后的吹扫介质温度保持在80~100℃,确保床层温度不超过100℃,从而避免因温度过高而对物料造成损害或引发安全风险。吹扫过程持续8~12h,期间通过采样分析监控可燃气含量,一旦达到合格标准,即刻停止吹扫。
4、优化方案的应用效果
采用优化方案处理旧剂后,可燃气含量合格,卸剂时设备内气味很小,设备基本没有被腐蚀。
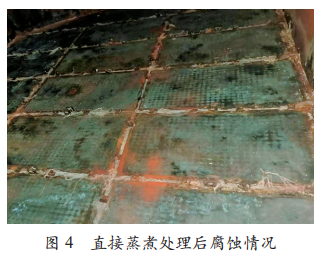
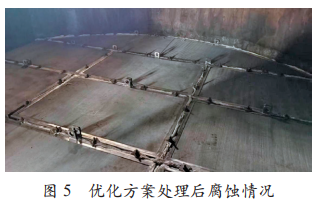
某装置在2020年与2023年前后两次检修中发生了这些情况:2020年催化蒸馏塔采用1.0MPa蒸汽吹扫,造成烧结式丝网腐蚀破损;在2023年采用低压蒸汽和氮气混合优化方案处理后,本次丝网完好。直接蒸煮处理后腐蚀情况如图4所示,优化方案处理后腐蚀情况如图5所示。
5、结语
在综合考虑了优化后的卸剂处理工艺的环境、设备保养、操作时间及产品质量等方面的影响后,本研究得出以下结论。
1)经过优化处理的卸剂程序不仅有效减少了处理旧剂过程中的环境污染,通过将置换过程中产生的全部废气安全导入火炬系统进行焚烧处理,从而实现了对环境影响的最小化。该处理方案显著降低了废酸的排放量,进一步强化了其在环境保护方面的表现。
2)在该优化工艺下,旧剂在置换过程中的稳定性得到了显著提高,几乎不会发生磺酸根的脱落现象。此工艺对于设备及其内部构件和管线的保护具有重要意义,有效避免了由于磺酸根脱落引起的腐蚀问题,从而延长了设备的使用寿命并减少了维护成本。
3)该工艺采用此优化方案的吹扫时间相较于直接使用蒸汽的方法有所增加,卸剂后的清扫时间却得到了显著缩短,特别是在保持丝网完好无损的情况下,部分情况下甚至无需更换丝网。从整体检修时间来看,该方案并未增加额外的维护时间,并且在多数情况下还缩短了总检修时间。
4)通过该优化工艺的应用,有效避免了因丝网腐蚀严重而导致的催化剂散落问题,这一问题在传统处理方法中常常导致清扫困难,从而影响生产开工和产品的质量。优化方案的实施,在提高生产效率和保证产品质量方面展现了显著的优势。
综上所述,通过本文提出的优化处理方案,使得MTBE装置在环境保护、设备保养、操作效率以及产品质量等方面取得了显著的改进,为类似的化工处理过程提供了一种有效的参考模式。
参考文献:
[1]祁有彬.MTBE装置甲醇回收系统腐蚀研究[J].化工管理,2022(12):108-110.DOI:10.19900/j.cnki.ISSN1008-4800.2022.12.032.
[2]张明辉.MTBE装置反应系统点蚀问题浅析[J].石油和化工设备,2021,24(12):140-145.
[3]韩毅.MTBE装置甲醇回收系统腐蚀原因分析及对策[J].广东化工,2019,46(02):175-176.
本文系“流程工业”首发,未经授权不得转载。版权所有,转载请联系小编授权(id:msprocess)。本文作者李栋,供职于山东玉皇化工有限公司。责任编辑胡静,责任校对何发。本文转载请注明来源:流程工业
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

化工装置检修要点及注意事项
化工生产的特点,决定了化工设备复杂多样,介质危险性大,在检修过程中存在着许多危险因素。例如,容易发生火灾、爆炸、中毒、窒息、噪声危害、酸碱灼伤等职业性和非职业性伤害。
2024-03-09
-
对羟基扁桃酸生产工艺及装置的改进
在现有技术的苯酚 - 乙醛酸法合成对羟基扁桃酸工艺基础上对乙醛酸 - 苯酚的 mol 比及反应物浓度进行创新改进,并对合成装置及重结晶装置进行了改进提升,使对羟基扁桃酸晶体品质得到显著改善,生产成本明显降低。
2024-02-07
-

丙烯腈装置GDS系统选型研究及应用
丙烯腈装置 GDS 系统需求和功能,重点在于监测、报警和防范可燃和有毒气体泄漏——针对丙烯腈装置 GDS 系统的特殊需求,本文从功能安全的角度,提出了对于具有安全回路的 GDS 系统,应综合引用 GB/T50493—2019《石油化工可燃气体和有毒气体检测报警系统设计标准》和 GB/T 50770—2013《石油化工安全仪表系统设计规范》的选型原则,确保在现场有毒气体浓度过高时, GDS 系统能及时起动风机排出有毒气体,避免危及现场操作和巡检人员的安全。并以完整案例,介绍了丙烯腈装置 GDS 系统的基本功能、网络结构、报警及联锁逻辑等功能。
2023-12-10


热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多