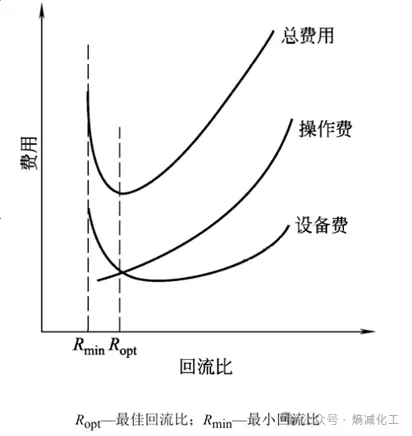
化工蒸馏单元操作节能技术 最佳回流比 / 进料位置 / 进料状态优化策略
化工单元操作种类十分繁多,对于所消耗的能量等级和大小相差悬殊,其节能途径与方法也不尽相同,而且每一种节能技术的使用都是有条件的,只有在适宜的工艺、公用工程和环境的条件下,并通过优化设计,才能达到期待的节能和技术经济效果。





相关推荐
-

泵反转能吸上水吗
水泵倒转时水力性能大变,扬程和效率大幅下降,叶轮装反虽可能少量上水但易引发机械故障;结合 220 米井深、180 米泵深及 300 米正转扬程,倒转后若扬程低于 180 米则无法上水,且长时间倒转易损坏部件。
2025-11-20
-

平推流反应器与全混流反应器
返混是连续流动系统中不同停留时间流体的混合,影响反应转化率与产物分布。平推流反应器无返混、停留时间均一,适高转化率工艺;全混流反应器返混最大、物料性质均一,可单釜或多釜串联操作。
2025-11-19
-

旋风分离器分离效率影响因素分析
采用ANSYS-FLUENT数值模拟,分析了旋风分离器内压力分布和流场速度分布,对比不同气速和不同圆柱直径对旋风分离器分离率的影响。结果表明:旋风分离器的分离效率在一定范围内会随着气速的增大而增加,达到一定值后分离效率会降低;针对一种新型旋风筒结构,将其圆筒直径从5.8m减小到5.0m,旋风分离器的分离效率提高。
2025-11-18



热点文章
-

《生物基纤维及其应用》序言&目录
2026-07-27
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

《中国石化和化工产品出口巡礼》序言&目录
2026-07-14
-

《国内外储能市场与储能电池的技术进展与开发》序言&目录
2026-07-14
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

中国大幅削减原油进口在一定程度上抑制了价格
2026-07-20
-

《乙醇生产的工程技术与应用》序言&目录
2026-07-06
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多