专家解读:碳四烷基化技术发展趋势
在石油炼制过程中,碳四烷基化是炼厂气加工的重要工艺过程,主要用于生产高辛烷值汽油调和组分。碳四烷基化装置是指在催化剂作用下,异丁烷和丁烯(或丙烯、丁烯、戊烯的混合物)发生反应,生成以异辛烷为主的烷基化油的工业设施。烷基化油具有辛烷值高、抗爆性好、蒸气压低、含硫低、不含烯烃和芳烃等特点,是理想的清洁汽油高辛烷值调和组分。在汽油中调入烷基化油可以有效提升汽油整体辛烷值,同时有利于催化汽油中硫和烯烃以及重整汽油中的芳烃的优化调和。烷基化油的辛烷值取决于所使用烯烃的种类以及所采用的生产工艺。目前生产工艺下,以异丁烷和丁烯为原料时,所得烷基化产物的研究法辛烷值可达94以上;以丙烯、丁烯、戊烯混合物为烯烃原料时,产品的辛烷值稍低。

概况
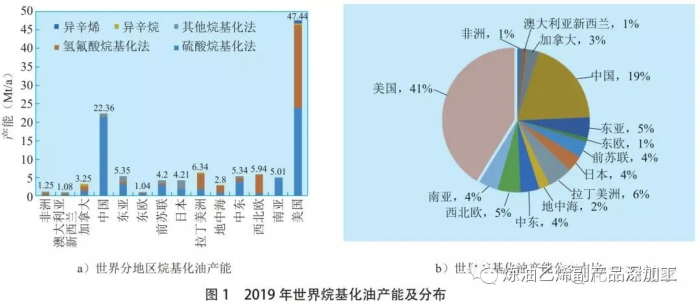
根据文献报道,结合近几年国内产能变化,并参考PIRA对中国以外国家的统计,世界烷基化(以下所述烷基化,均指碳四烷基化)产能2019年达到115.6Mt/a。从产能地区分布和使用技术看,约44%的烷基化产能分布在北美地区,主要使用液体酸烷基化技术,氢氟酸法及硫酸法各半。亚洲和欧洲的烷基化产能分别占世界总产能的36.5%和8.5%,亚洲各国基本以硫酸法为主,兼有部分氢氟酸法和其他烷基化装置;欧洲则是以氢氟酸法为主,同时保有占比低于30%的硫酸法装置。从各国产能分布看,美国产能2019年达到47.4Mt/a,占世界总能力的41%,位居第一,液体酸法烷基化技术占比超过95%,同时建有少量的叠合等装置。中国2019年烷基化产能达到22.36Mt/a,占世界总能力的19.3%,位居第二,硫酸法烷基化技术占比超过95%,见图1。
中国对碳四烷基化技术的研究始于20世纪60年代中期,比国外晚了30年,随后在兰州、抚顺、胜利、荆门等炼厂建成了产能在15~60kt/a不等的硫酸法烷基化装置。1985年,我国首次引进菲利普斯氢氟酸法烷基化技术在镇海和天津建设烷基化装置,1987年9月,天津炼油厂率先试车成功,此后又陆续建设了11套氢氟酸烷基化装置。2000年后,中国烷基化产能逐年攀升,2013年前后呈现爆发式增长。随着国Ⅵ汽油标准的颁布实施以及乙醇汽油的推广,国内市场对清洁汽油调和组分特别是烷基化油的需求量不断持续增长。
技术沿革及主要进展
1.氢氟酸法烷基化技术
菲利普斯公司的重力循环工艺和UOP的强制循环工艺并行了多年,2007年12月,UOP购买了康菲公司的氢氟酸烷基化的全部股份,成为目前唯一的氢氟酸烷基化技术的许可商。购买的技术包括Hydrisom预处理工艺、氢氟酸重力循环工艺、以及氢氟酸烷基化改进工艺——分段进料技术(SOFT)、降低酸挥发度技术(ReVAP)和酸管理技术(IMP)。这些技术与UOP原有的包括分段进料串联反应器技术(SFSR)、助剂络合降低蒸气压技术(Alkad)等改进工艺在内的所有技术进行了优化组合,构筑了AlkyPlus技术,由此UOP可提供多种烷基化预处理技术、氢氟酸烷基化技术工艺包以及各项改进技术方案。与原传统方案相比,ReVAP/Alkad技术使用添加剂可以降低氢氟酸泄漏挥发性危害的60%~90%,还可以提高产物辛烷值0.8个单位,并降低干点;IMP技术利用重力酸沉降罐可在90s内安全、快速地将酸转移至氢氟酸储罐,减少灾难性事故酸泄漏量约50%,危害降低90%;SOFT/SFSR通过在反应器内设多处烯烃进料点,使反应在更高的烷/烯比下进行,产物辛烷值提高,并可使装置产能提高20%~70%。上述改进都使AlkyPlus技术的安全性和经济性进一步提高,尽管如此,氢氟酸催化剂的挥发性、腐蚀性和毒性仍是人们最担心的问题,使用也受到美国等环保部门的严格限制,因此,近20年新建的烷基化装置已基本不采用氢氟酸法。
2.硫酸法烷基化技术
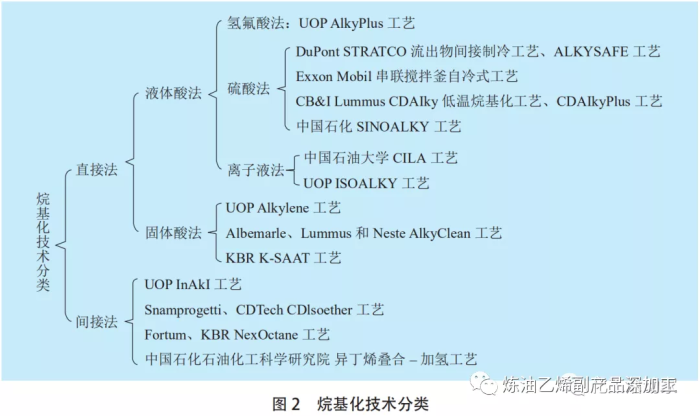
在用硫酸法烷基化技术主要有4种,即DuPont公司的STRATCO流出物间接制冷工艺、Exxon Mobil公司的串联搅拌釜自冷式工艺、CB&ILummus公司的CDAlky低温烷基化工艺、中国石化的SINOALKY硫酸烷基化工艺。由于硫酸烷基化技术所需的低温反应条件,作为催化剂的浓硫酸的黏度大幅升高,不利于物料与催化剂的充分接触,各专利商对硫酸烷基化工艺研发的重点大多集中于反应器及相关内构件的开发,提高低温下反应器内物料的混和与接触,加强反应器内的传质与传热效果。
2003年,DuPont公司收购了STRATCO公司的烷基化技术部,这是当时全球炼油烷基化技术的引领者。DuPont公司称,收购STRATCO的烷基化业务,可为现有炼厂提供更令业主满意的技术解决方案。
DuPontSTRARTCO推出了ALKYSAFE工艺,用于将已有氢氟酸烷基化装置改造成硫酸烷基化装置。改造利用已有的反应和分馏单元,增加制冷系统,维持最佳的反应温度为7~10℃;利用连续酸相提高传热效率,有效抑制副反应,优化烷基化反应;酸沉降器和反应冷却器之间安装泵和静态混合器,提供合适的传质条件。该工艺可排除氢氟酸带来的安全隐患,其投资费用与氢氟酸烷基化装置的减灾措施——如安装氢氟酸改性和防氢氟酸扩散设备等相当。近期DuPont又提出新的将氢氟酸烷基化改造为硫酸烷基化的方案—ConvfSM。该方案主要的特点是进一步降低投资,同时提高烷基化装置产能,利用了氢氟酸装置中已有的相对较大的分馏设备,通过优化异丁烷/烯烃比值将现有设备的产能最大化,可以在保证不降低产品质量的前提下使产能提高超过80%,而投资比之前方案进一步减少20%~40%,并且改造可以利用一个大修期30~45天完成。
2.2 CB&ICDAlky工艺
CDAlky工艺研发及工业化时间较晚,工艺及设备做了许多改进。反应温度低(通常–3℃,明显低于DuPond的7℃),有效抑制了副反应,C8产物选择性高,辛烷值高;采用立式反应器,酸、烃在专有结构填料上接触反应,无需转动搅拌器,降低操作故障率,减少酸耗、能耗;采用高效聚结器,取消了反应产物的酸洗、水洗和碱洗工序,减少了装置投资和设备维护等费用。
烷基化原料中的异丁烯具有强放热聚合反应倾向,以往烷基化技术加工异丁烯含量较高的原料时,因为发生较多异丁烯齐聚反应不仅会导致反应器温升,还会降低产品辛烷值,烷基化油收率也受到影响。为解决这一问题,CDTech将已工业化的CDOPT和CDAlky集成,形成可以加工纯异丁烯CDAlkyPlus工艺。CDOPT作为异丁烯预处理,降低异丁烯的反应活性,抑制齐聚反应,消除了副反应放热对酸耗的不利影响,提高烷基化反应选择性并降低了制冷工艺能耗。CDAlkyPlus工艺的特点是优化了烯烃空速和烷烯比,以提高产品辛烷值,并降低装置建设投资,缩短投资回收期。该工艺较适合于异丁烷脱氢生产异丁烯后作为烷基化原料的情景,也适合于MTBE使用受限后的烷基化改造以取代MTBE装置的情景。
ExxonMobil公司串联搅拌釜自冷式烷基化工艺已有50余年历史。该工艺将原料烯烃和循环异丁烷经混合并冷却后,分段平行地进入反应器各反应段,而循环硫酸和制冷剂在第一段进入反应器。单个反应段采用强混和搅拌釜,在每个反应段之间用竖直折流板隔开并相互串联相接。反应混合物由一个混和区流至下一个混和区,最末一级反应器内的酸烃乳化液进入沉降器进行分离。由于制冷温度高于间接制冷系统,小型制冷压缩机即可满足要求,有利于降低能耗。而且反应器的分段设计,可在相比杜邦工艺较低温度(4.4℃)和烯烃空速0.1h-1条件下操作。烷基化产品辛烷值较高,并消除了精馏段的腐蚀。该工艺的优势是单个反应器能力大,工艺操作可靠,投资和操作成本较低。
2.4 中国石化SINOALKY工艺
2018年6月首套采用该技术的200kt/a工业示范装置在石家庄炼化投产。装置满负荷稳定运行期间,烷基化油产品辛烷值为96.5~97.0、终馏点189~199℃、蒸气压35.0~45.5kPa、铜腐1a、硫含量小于1.0μg/g、酸耗58.9kg/t、能耗98.5kgEO/t。一年多的工业运行结果表明,烷基化反应器安全高效、运行稳定;自汽化酸烃分离器取热和酸烃分离、聚结效果良好,已取消传统工艺的酸洗、碱洗、水洗流程,大幅降低装置高盐废水排放和碱液消耗,实现了清洁生产。这是我国具有自主知识产权的硫酸烷基化技术工业应用取得的重大成果。至2019年底国内已有3套采用SINOALKY工艺的烷基化装置投产,另有2套装置已经授权,正在建设中。
3. 离子液体法烷基化技术
2016年,美国UOP公司购买了ISOALKY离子液烷基化技术。在此之前,Chevron已在其美国犹他州的盐湖城炼厂对该工艺小型示范装置进行了5年的运转试验,证实了该工艺工业化的可行性。2019年4月,UOP公司宣布,中化弘润将在其炼化装置中采用该技术。
4.固体酸法烷基化技术
固体酸烷基化技术研究主要集中在两个方面:一是固体酸催化剂的研究。相继开发出全氟磺酸/Me–SBA–16、全氟磺酸/Me–SBA–15、镧系交换的丝光沸石及Y型沸石、镧系交换的β沸石、硫酸化氧化铝和硫酸化氧化锆催化剂以及含有贵金属的催化剂,研究重点集中在不同催化剂的性能及对不同烯烃的处理能力。二是固体酸烷基化反应器及工艺研究。国内外已经进行了多年的工作,早在20世纪60年代,Exxon Mobil公司就已开始尝试将固体酸用于烷基化反应中,但由于催化剂寿命和再生问题,该工作没有突破性进展。到20世纪90年代,随着烷基化扩大能力需要,UOP等公司着力研发更加环保安全的固体酸催化剂来代替液体酸催化剂。经过国内外众多研究机构努力,固体酸烷基化工艺取得较大进展。
2015年5月,KBR公司与Exelus公司签署结盟协议,KBR公司获得了Exelus公司固体酸催化剂(ExSart)的独家许可,用于KBR公司的K–SAAT固体酸烷基化技术中。
UOP公司2008年在阿塞拜疆Baku Heydar Aliyew炼厂投产了一套220kt/a的Alkylene工业装置,据说氢氟酸烷基化装置可以改造成Alkylene装置,但后续未见进一步报道。Mukherjee等讨论了氢氟酸装置改造成固体酸烷基化装置的可行性,主要针对Exelus技术,描述的改造也非常有吸引力。
5.间接法烷基化技术
国内外开发的典型间接法烷基化工艺包括美国UOP公司开发的InAlk工艺、意大利Snamprogett公司与CDTech公司开发的CDIsoether工艺、芬兰Fortum公司与KBR公司开发的NexOctane工艺、以及中国石化石油化工科学研究院开发的异丁烯选择性叠合-加氢技术等。
6.烷基化工艺相关配套技术
烷基化原料中含有的杂质对催化剂、设备以及产品质量影响很大,原料预处理技术成为专利供应商竞争的另一个战场。原料预处理的目的是脱除二烯烃及含氮、含氧化合物,以避免催生副反应,减少设备结垢和催化剂消耗。不同的工艺对原料预处理的要求也不一样,相比而言,固体酸法最为严苛,离子液法次之,硫酸法最为宽泛。除硫酸法以外,其他烷基化技术预处理还要求对1-丁烯进行异构,以提高烷基化油产率及辛烷值。碳四中丁二烯选择加氢一般都能兼顾1-丁烯异构,工艺条件为,压力1~2MPa,温度40~75℃,重时空速4~7h-1,氢气/丁二烯体积比2.0~4.0。所得加氢单烯烃收率≥100%,1-丁烯异构为2-丁烯转化率为80%。该技术已在国内多套烷基化装置上应用,为自有技术。
氢氟酸、离子液、固体酸烷基化工艺包中都自带了相应的催化剂再生单元,这里不再赘述。硫酸法烷基化目前采用较多的废硫酸再生工艺有2种:一是“干法”再生,主要包括杜邦MECSSAR技术、中国石化南化院技术和中国石油寰球辽宁公司技术,另一种是“湿法”再生,主要包括托普索公司WSA技术和奥地利P&P公司技术。湿法技术再生的产品硫酸浓度为98%,满足装置循环使用要求;干法技术再生的硫酸产品浓度为98.0%~99.2%,达到了GB/T534–2014工业硫酸执行标准。湿法技术和干法技术排放都能达到石油炼制工业污染物排放标准(GB31570–2015)。从产品浓度、产品质量来看,干法再生技术优于湿法;从投资、检修、长周期运行方面综合看,国内干法技术已经比较成熟,逐步取代国外技术。
为了提高装置运行的稳定性及安全性,ABB、AspenTech、艾默生、霍尼维尔、英维思、日本横河等多家企业为烷基化装置开发了先进控制和优化系统。大多数先进控制系统用来监控酸、水和酸溶性油(ASO)的含量,以实现烷基化油产率和辛烷值最大化,将系统能耗降至最低。通过软件控制,优化异丁烷和酸循环速率、压力、再沸器负荷及异丁烷回流量,使装置收益最大化。
工艺发展趋势展望
经过80多年的研发与改进,烷基化生产技术得到了巨大发展,从全球范围内看,液体酸中的硫酸烷基化在2010年后占据了市场的主导地位。烷基化装置存在的主要问题、发展潜力及发展趋势主要体现在:
1)硫酸烷基化。作为市场的主流技术,近年来得到较大发展,应用也最广。存在的问题一是酸耗高,需要配套废酸再生装置。改进方向是通过集成各种过程强化手段,如开发新型反应器及内构件、低温操作等方式,降低酸耗,CDAlky低温烷基化、SINOALKY技术将操作温度降低至–3、0~4℃,大幅度降低了酸耗。二是某些装置在浓硫酸及其混合物、烷基化产物流程中局部位置腐蚀严重,个别管线及部件出现了穿孔、分馏部分的空冷管束减薄,影响到装置的安全稳定长周期运行。某些技术存在酸烃分离有待进一步提升,以期取消碱洗、水洗操作,提升装置绿色环保水平。通过对酸聚结器等设备研究开发,替代碱洗、水洗操作,CDAlky低温烷基化、SINOALKY技术均做到了这一点。三是能耗依然较高,一般情况下,能耗均在100kgEO/t以上,杨跃进介绍了进一步降低硫酸法烷基化能耗特别是分馏和制冷部分能耗的优化措施。主要改进措施一是CDAlkyPlus对原料异丁烯含量的高适应性非常突出,这对那些由于乙醇汽油推广导致MTBE不能运行的企业非常重要,同时也拓宽了乙烯裂解C4、异丁烷脱氢产品作为烷基化原料的范围。二是鉴于硫酸反应体系的特点,为降低硫酸的表面张力,强化酸烃两相间传质、传热,董明会等研发了一种新型添加剂XH01,通过低温硫酸法烷基化间歇反应实验,添加1%(w)的新型添加剂后,烷基化产物中C8比添加前增加了9.73个百分点,TMPs提高11.01个百分点,正在准备工业应用。LiantangLi等研究了己内酰胺作为添加剂对硫酸烷基化反应选择性的影响,己内酰胺可调节硫酸的酸强度,提高异丁烷在硫酸中的溶解度,在实验条件下,己内酰胺添加量为1.0%时,C8的选择性提高了8个百分点。
2)氢氟酸烷基化。作为存量较大的技术,UOP公司收购康菲业务后,通过多技术集成创新,推出AlkyPlus。目前最大的问题仍是安全环保问题,氢氟酸的挥发性、腐蚀性和毒性,一旦泄漏会危害身体健康,严重时甚至威胁到生命安全,因此氢氟酸烷基化技术的发展主要侧重于工艺安全及减灾设备,减少搅拌器、循环泵、轴封和焊接口等易故障点,增加水幕设施阻止泄漏氢氟酸的扩散等措施,以及已经推广的IMP、ReVAP等措施,提高整套装置的安全性能,《氢氟酸法烷基化装置安全运行的推荐操作》(APIRP751)也为相关炼油企业提供了安全措施的基本遵循。SOFT技术可以提高装置的处理能力,从而提升装置的经济性。
3)离子液体烷基化。作为新兴的液体酸技术,优势为腐蚀性低、环境友好,异丁烷在离子液体催化剂内的溶解度高于硫酸和氢氟酸,有利于异丁烷在离子液体催化剂内扩散,可简化反应器设计,降低设备成本,另外反应流出物不易形成乳液,烷基化油与离子液体催化剂易于分离,但离子液体烷基化技术存在的最大问题是产生难处理的固渣。该技术的发展趋势为进一步优化离子液、活性剂配方,优化再生操作,降低固渣外排量,寻求固渣的资源化利用等。该技术仍有较大发展空间,至2020年上半年,国内已有5套离子液体烷基化建成投产,这些装置均使用国内自主研发技术,表明我国离子液体烷基化技术逐渐走向成熟。
5)间接法烷基化技术。作为直接法烷基化的补充,其保有量不大。适用于某些对汽油调和有特殊要求的场合。如乙醇汽油要求不能添加MTBE,而炼厂异丁烷资源又不足,烷基化无法消耗异丁烯资源。间接法烷基化的最大问题是其收率低、运行费用高,因而经济性差。这些问题都是其工艺本身决定,很难得到突破性改进。
结语
从烷基化技术总的发展趋势看,工业上仍将以传统的液体酸烷基化技术为主。新建装置可能将会选择新型烷基化技术,但是为数众多的存量装置仍将以改进传统液体酸烷基化技术为主。在可以预见的未来,世界各专利供应商的研究工作将呈现并行前进的状态,一方面不断完善自家烷基化技术的工艺,弥补自身技术的缺点,另一方面将会加强对新型烷基化技术的开发和改进,加快新型烷基化技术推广。
本文来源于综合信息。
版权声明:转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱:process@vogel.com.cn。
热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多