拧紧技术中的螺栓螺母知识
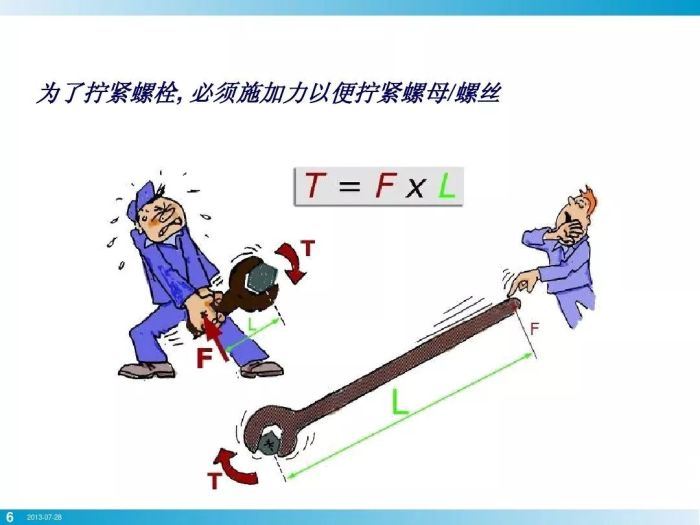
作为最常见的机械零件,螺栓在日常生活和工业生产制造当中,是少不了的,螺栓也被称为工业之米,可见螺栓的运用之广泛。拧紧一颗螺栓,竟然还有这么多学问?

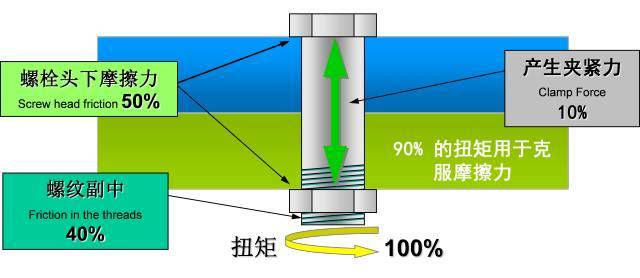
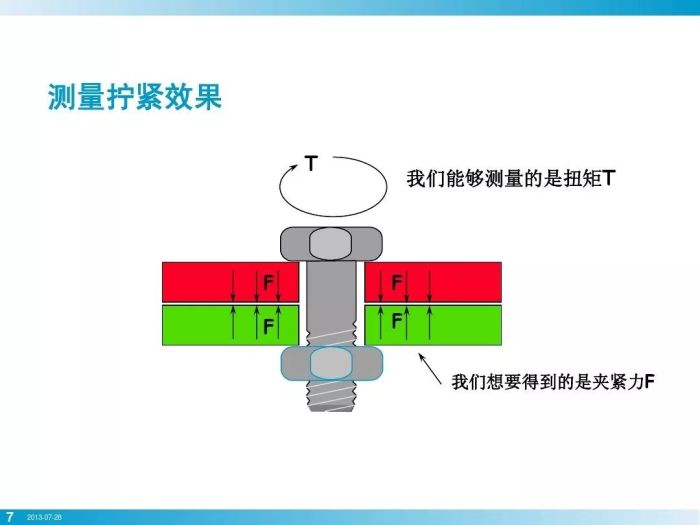
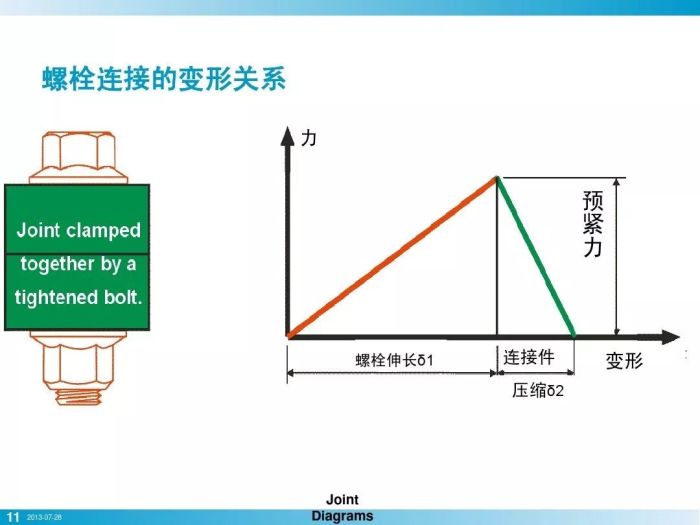
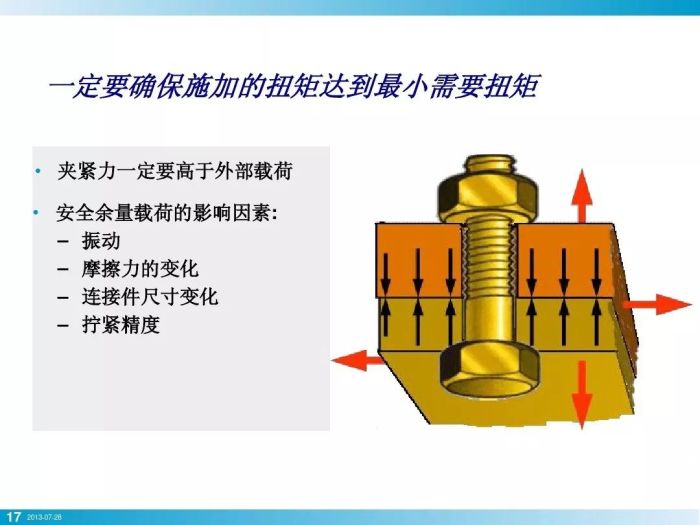
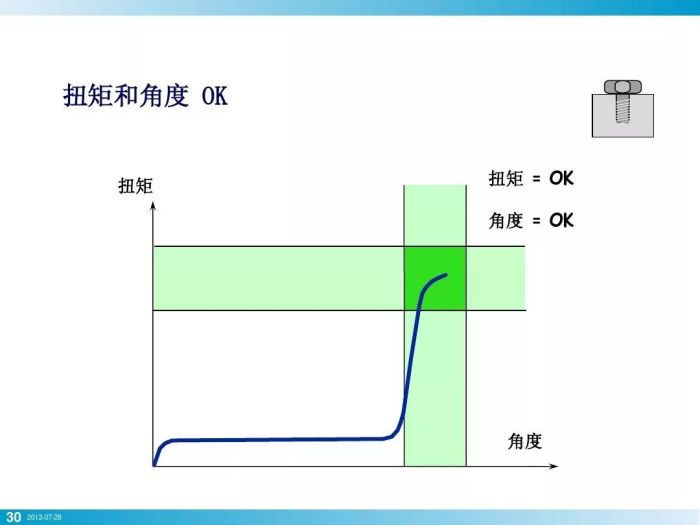
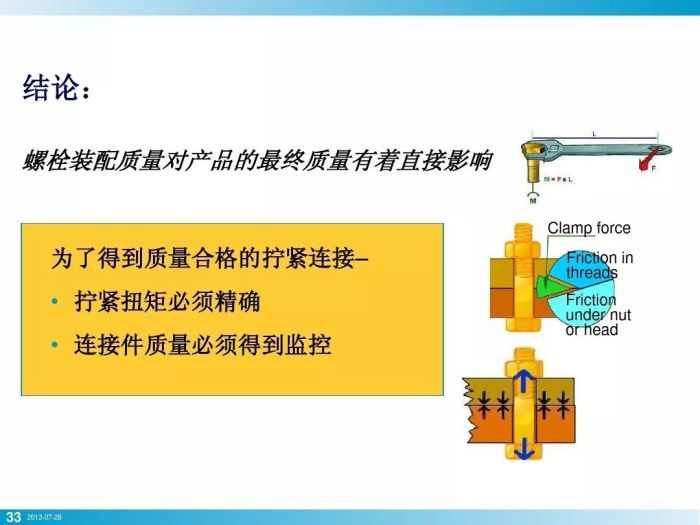
拧紧一颗螺栓,需要施加一定扭矩旋转一定角度后才可以完成,这部分的扭矩+角度所做功最终转为三个部分:
1,螺栓头下摩擦力消耗
2,螺纹副摩擦力消耗
3,产生预紧力
这个也可以根据以下公式得出:
Fm= T/ (0.16P + (μg * 0.58 * d2) + ((Dkm/2) * μk))
预紧力 螺纹副 螺栓头下
定义Definitions
Fm = 夹紧力clamping force
P = 螺距pitch of thread
μg = 螺纹副摩擦系数friction value in thread
d2= 螺栓直径diameter bolt
Dkm = 螺栓头表面尺寸 size of surface bolt (nut)-head
Dkm = (dw + dh)/2
μk = 螺栓头表面摩擦系数fricition value surface bolt-head
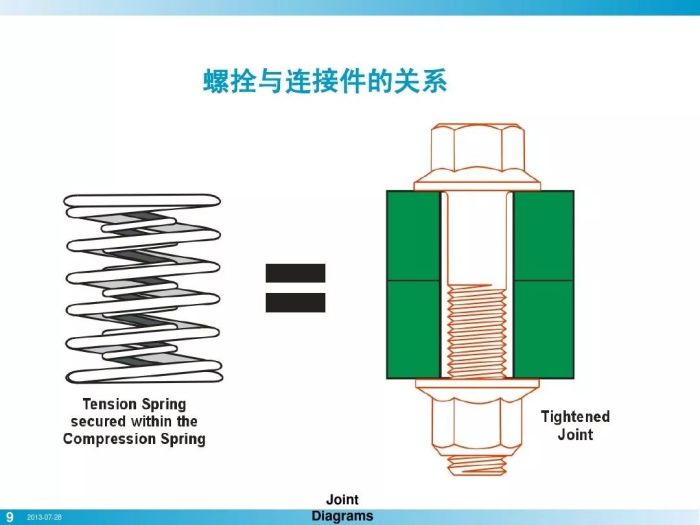
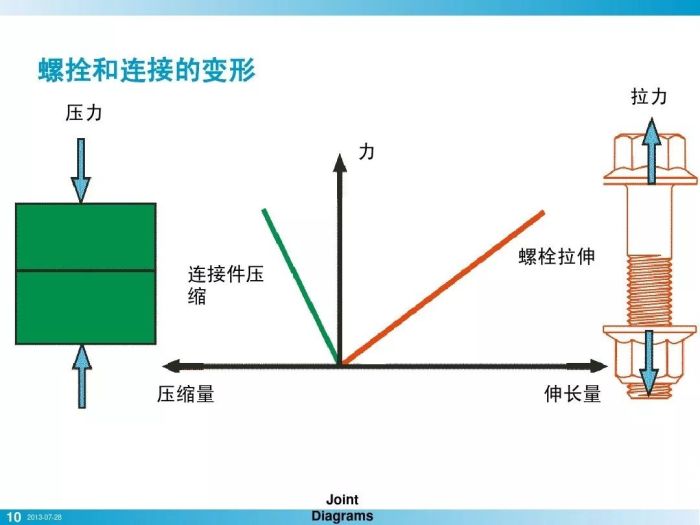
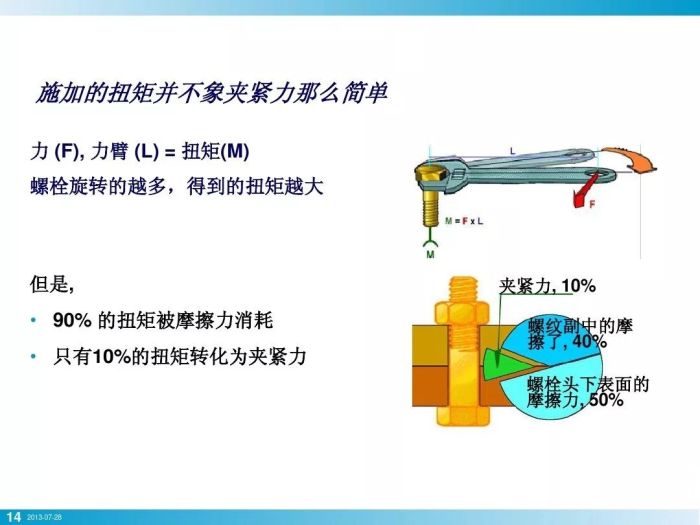
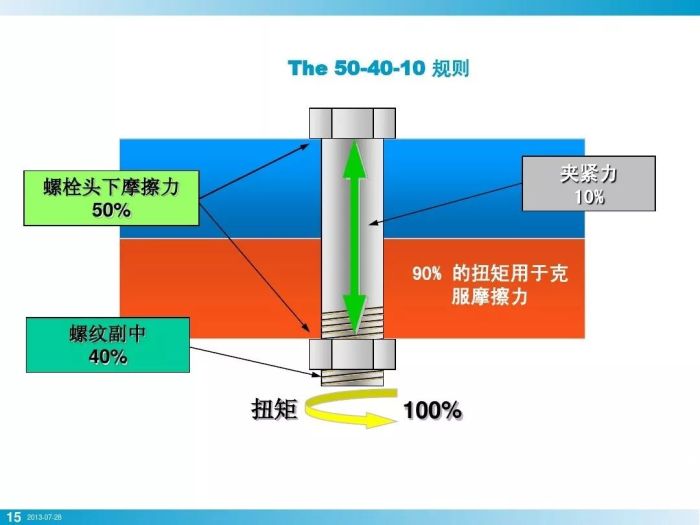
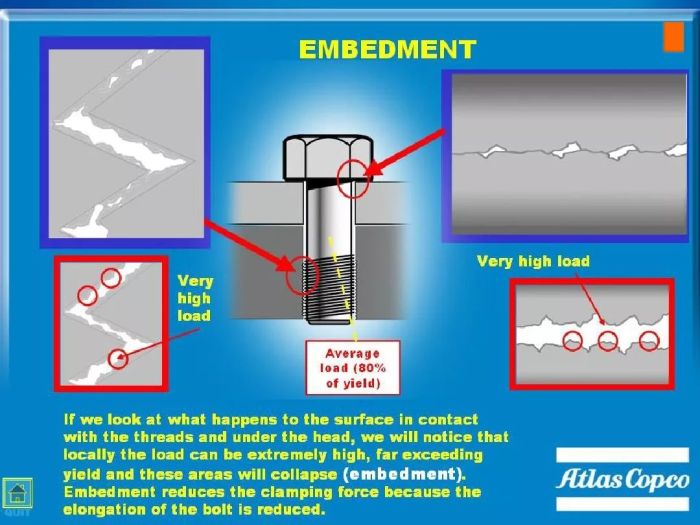
一般而言,这三者的比例在10%,40%以及50%,这部分能量的消耗很容易直观地体会到:10%的夹紧力做功体现在螺栓的被拉伸,40%和50%体现了螺纹副以及螺栓头下拧紧后摩擦力导致的发热。
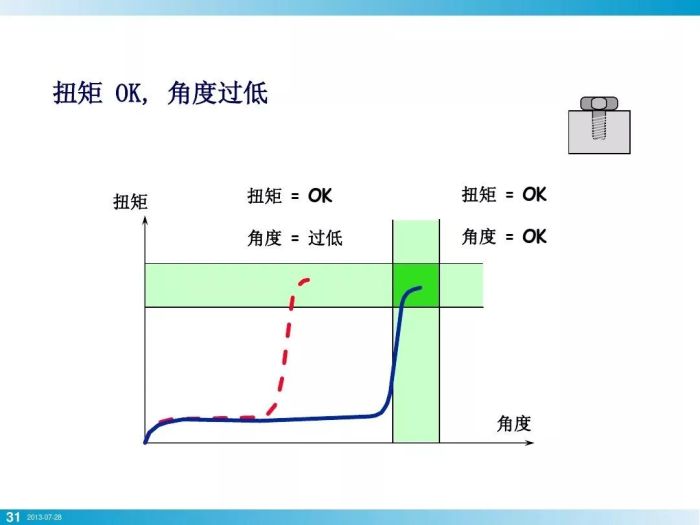
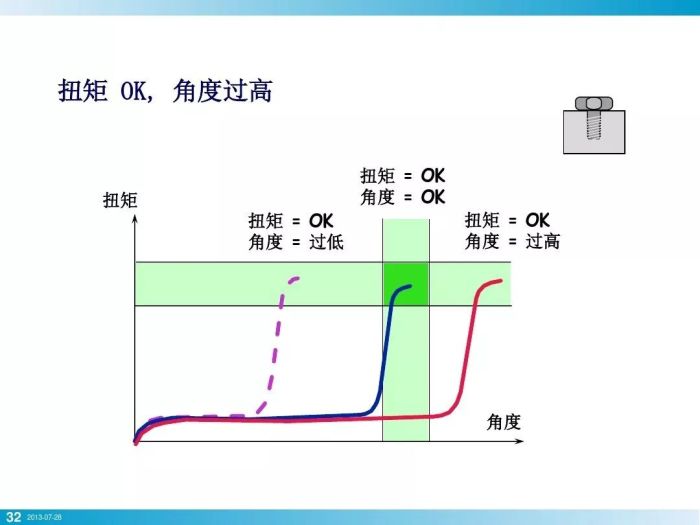
螺栓的初始设计是按照如上图的比例来分配三者关系的,如果实际的过程中改变了三者的比例关系,会出现扭矩“合格”,夹紧力不合格的情况。
典型情况1:
螺纹副被额外润滑
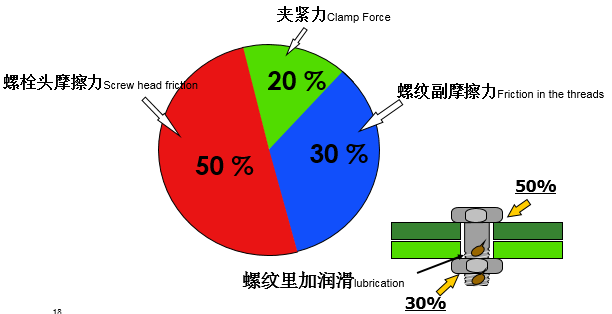
此时螺纹副摩擦系数降低,摩擦力矩变小,施加的扭矩“转移”给夹紧力,后果有可能是:螺栓拉断或者工件变形。
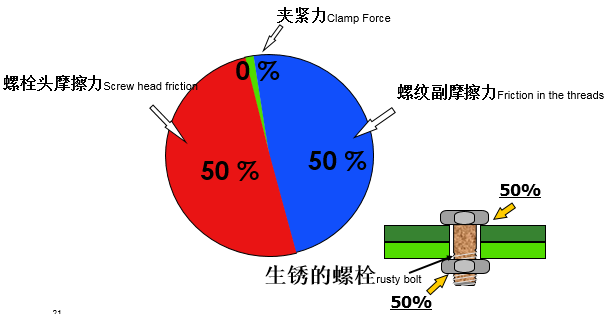
典型情况2:
螺栓生锈或者螺纹副有油漆
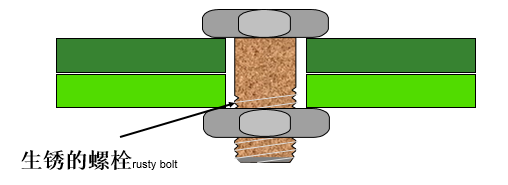
此时螺纹副摩擦系数增加,有可能扭矩合格后夹紧力不足。
其他改变摩擦系数的常见情况有:涂层材料改变,涂层厚度变化,螺栓/螺钉公差,与螺帽旋转接触面摩擦系数,工具转速,垫片增加/减少等。
拧紧技术中的螺栓螺母知识
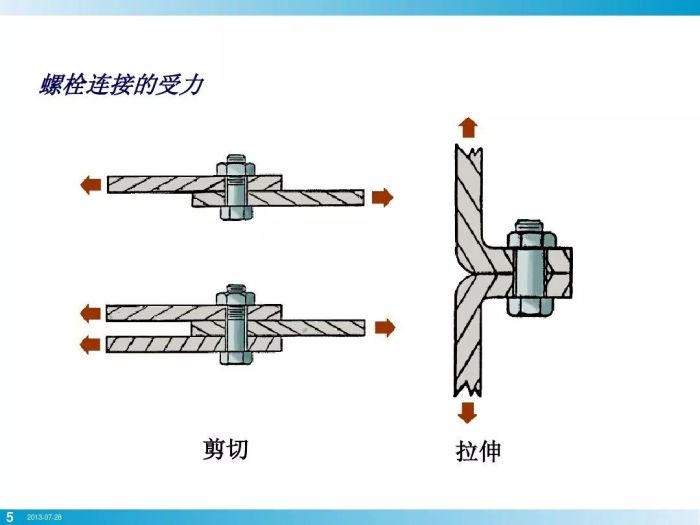
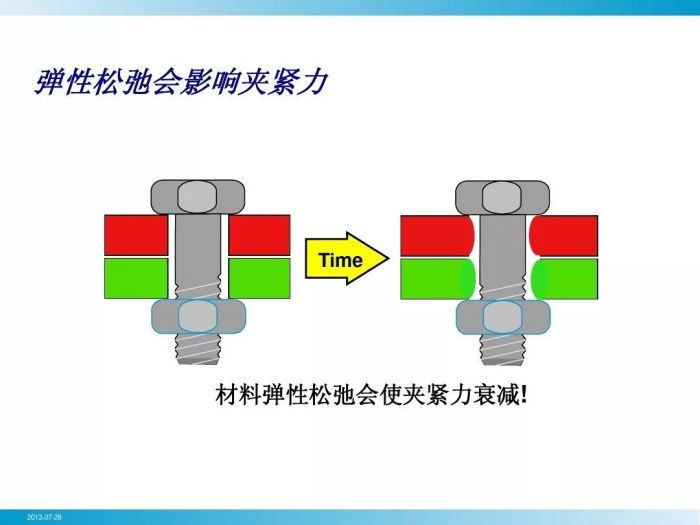
螺栓拧紧是装配环节的重要环节,螺栓/螺母在产品寿命周期内必须稳定连接,否则有可能造成严重的质量事故,因为螺栓/螺母失效而导致的安全事故时有发生。
螺栓/螺母的失效方式有以下几种:
1. 强度不足
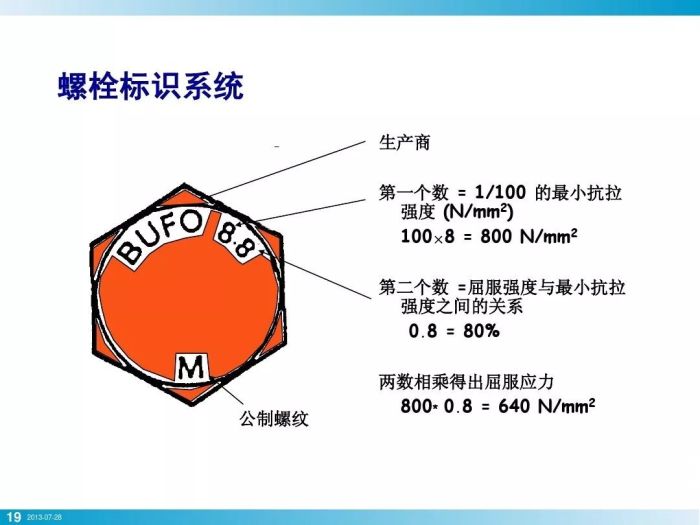
螺栓常见强度等级如下,如果螺栓制造商供应的螺栓不能满足对应的强度要求,螺栓连接的安全性也无法得到保障。
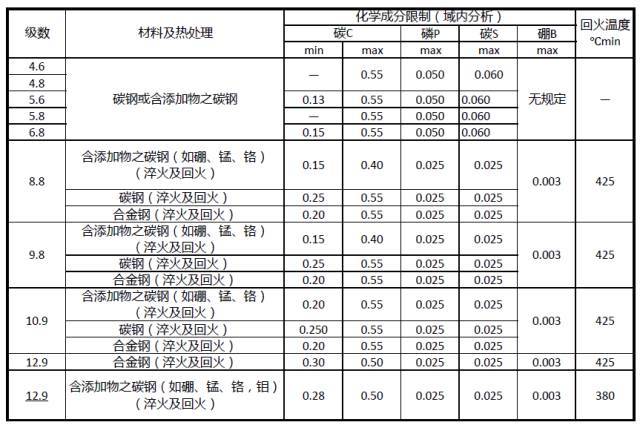
2. 螺纹副强度不足
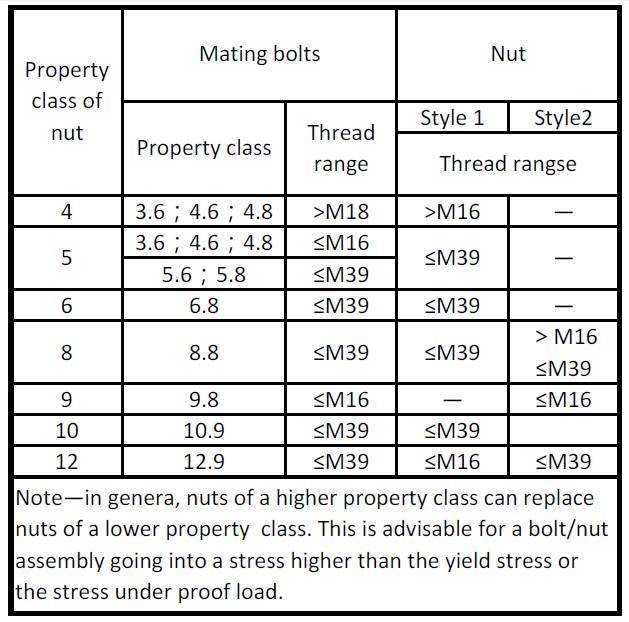
按照ISO898要求,与螺栓配合的螺纹副/螺母强度要与螺栓本身强度相匹配,比如螺栓强度为10.9的螺栓,应采用强度为10的螺母。
3. 螺纹副高度
同样根据ISO898要求,螺母或者有效螺纹连接高度一般大于公称直径D的0.8以上,比如M10的螺栓与之匹配的螺母高度不得低于8mm。
螺栓/螺母机械强度测试
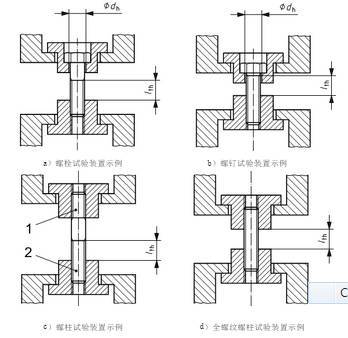
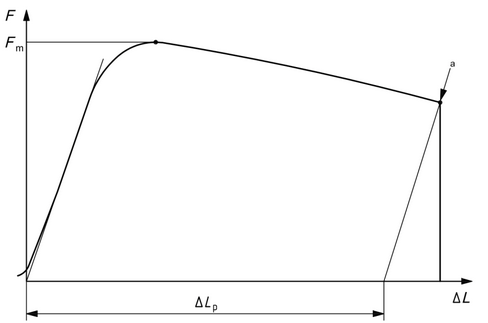
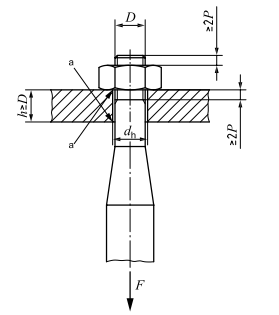
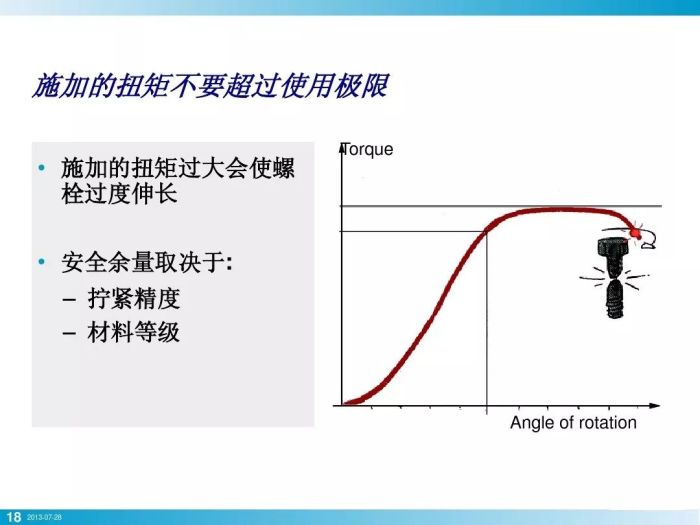
螺栓/螺母机械强度的测试方法很多,比较权威的方法是依据ISO898-1以及ISO898-2,对于螺栓的机械抗拉强度测试方法如下:固定螺栓两端,通过万能材料试验机产生轴向拉力,通过轴向拉力/轴向拉伸量获得螺栓的机械性能指标。
轴向拉力/轴向拉伸量:
螺母/螺纹副的机械强度测试,如下图示意:
实验载荷一般在抗拉强度的88%~94%;持续载荷15s;需确保螺杆没有永久变形;15s后手动可以将螺纹旋出,则表示螺母/螺纹副强度合格。


本文来源于流程工业。
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn。
热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多