化工过程中贵金属、新材料压片机的保养方法、故障及处理
压片机的维护与保养
1、机床安装在牢固的基础上,位置应远离震源,避免阳光照射和辐射,放置在干燥的地方,避免潮湿和气流的影响。
2、仔细检查机床个部位是否按要求加油,冷却箱中是否加足冷却液,机床自动润滑装置的油是否到油位指示器规定的部位.
3、用抺布/酒精将压辊表面清洁干净,保证表面无脏物。
4、安装电源线。电源线有5根线,其中3根为380V电压.,有一根是零线,标识为N/零线,有一根是地线,标识为PE或地线.安装好线后试开机,观察压辊的旋转方向与开关标识的正反转是否一致。
5、检查电气控制箱中各开关及元器件是否正常。
6、试运转前的准备,检查压机上有无工具及其它物品,所有防护、保护装置等是否有效。
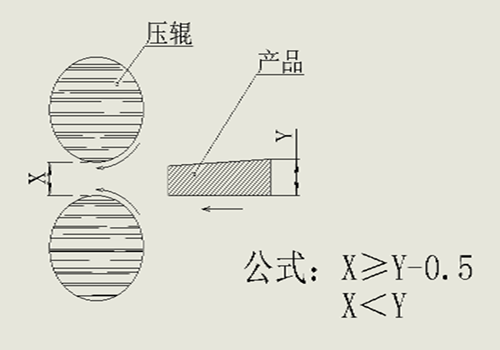
7、旋转升降手轮可调节两个压辊外圆之间的距离其距离X最多只能比产品的最大厚度Y小0.5MM以内。(参照下图)
8、禁止忽然开倒转,以免损坏机床零件。
9、非规定操作人员,不得随便开动机床。
10、机床不用时,关闭机床总电源。
11、操作者必须熟悉机床的结构,性能及传动系统, 润滑部位,电气等基本知识和使用维护方法,操作者必须经过考核合格后,方可进行操作。
12、工作前按规定穿戴好防护用品,扎好袖口,不准 围围巾,长头发者应戴好工作帽。
13、凡两人在同一台机床工作时,必须指定1人为机长,统一指挥,防止事故发生。
14、机床发生异常时,如异响、冒烟、震动、臭味等,应立即停机,请有关人员检查处理。
15、不得在机床运转时离开岗位,确因需要离岗时 必须停机,切断电源。
16、安装电源线。电源线有5根线,其中3根为380V电压.,有一根是零线,标识为N/零线,有一根是地线,标识为PE或地线.安装好线后试开机,观察压辊的旋转方向与开关标识的正反转是否一致。
17、检查电气控制箱中各开关及元器件是否正常。
常见故障和排除方法
1、润滑油不供给:
① 检查油泵是否反转。
② 检查油箱油标是否油量不足,吸油管露出油面。
③ 检查油管是否堵塞。
④ 检查流量调节螺钉是否调节不当。
⑤ 检查进油口是否漏油。
⑥ 检查油泵叶片在转子槽内是否卡死。
2、压片时料向左或向右偏移弯曲:
操作员送料时进给方向与压轮旋转方向要平行。检查上下压轴的间隙是否不平行。
3、压片时料向上或向下弯曲:
压轮在向下调节时进给量过多,应减少进给量。
4、压片机在压片过程中卡死:
检查皮带是否打滑(调紧)或磨损(更换皮带)。
压轮在向下调节时进给量过多,应减少进给量。
5、声音异常:
减速机:负荷过大或润滑不够;齿轮、轴承磨损、应加润滑油减轻负荷或检查维修。
电 机:当电机负荷过大或电源缺相时会有很大的电流响声。如果遇到这种情况,应减轻负荷或停机,排除故障后再运行。
6、压线时容易毛刺:
① 检查上下压轴的间隙是否不平行。
② 检查上下压轴磨出的线槽是否左右错位。可调紧四根横向螺杆减小其串动的间隙。
③ 检查上下压轴的间隙是否不平行以便及时发现问题,消除隐患。
7、杜绝机床带故障运行。设备一旦出现故障,尤其是机械部分的故障,应立即停止加工,分析发生故障原因并解决后,才能继续运行。禁止机床在有故障的情 况下运行,否则可能造成设备的严重损坏。
8、上冲过紧保护
● 拆下加料器和上冲杆前护罩,逐个检查上冲杆的松紧程度,找出过紧冲杆并取下;
● 检查清洗冲杆及上冲孔,冲杆如有严重磨损痕迹及毛刺应进行修复、抛光。把冲杆涂油后再装入冲孔,检查冲杆松紧程度是否合适;
● 检查冲杆过紧检测装置的压紧弹簧是否太松,如太松应适当拧紧下压螺钉。
9、下冲杆过紧保护
● 拆掉下冲杆过度块(位于左边出料口下方),手盘机器逐个检查冲杆的松紧程度,找出过紧的冲杆,把它们拆下并记录冲位号;
● 检查清洗冲杆及冲杆孔,冲杆如有严重磨损痕迹及毛刺应进行修复、抛光,把冲杆涂油装入冲孔(如为尼龙顶柱结构,需重新调节下冲阻尼大小,满足冲杆松紧程度的要求);
● 检查下冲过紧保护装置(位于机器右侧导轨下方)压板的压紧弹簧的预紧力,如果压紧力偏小,应适当旋紧弹簧下方的压紧螺母。
10、机器过载保护
● 检查上下冲杆是否有粘冲或重片现象;
● 检查物料中是否有过硬杂物或金属物;
● 检查压力表显示值是否低于预设工作压力值;
● 检查支撑油缸上的限位开关(位于机器的后面)的压板和其定位紧固螺钉是否松动。
11、显示“系统故障” 故障报警
检查电控柜内Q1, Q3, Q6, F2 、SO是否接通状态,如发现脱开,恢复接通即可排除。
12、电脑显示“填充过大”和“填充过小”故障
● 检查物料颗粒是否均匀;
● 检查加料器中是否有物料;
● 标准偏差设置过小;
● 脉冲宽度设置过小;
● 主机故障。
13、电脑“单值上限超差”和“单值下限超差”故障
● 检查显示压力最大或最小的冲杆位号并记录下来,然后仔细检查记录冲杆位号的上、下冲杆的松紧程度;
● 如果冲杆过紧,应将该冲杆拆下,清洗冲杆和冲孔,并检查冲杆及冲孔是否有毛刺,如有应修复、抛光或更换;
● 检查单值上限值设置是否过小(或单值下限值设置过大);
● 检查单个冲杆的超差次数设置是否过小。
14、液压系统保压不好或升压困难和降压过快
● 把系统的各管路接头擦净后升压至8MPa,观察各接头处是否有渗漏现象;
● 清洗液压泵站的溢流阀、入口单向阀及液压泵,并排除管路中的空气;
● 检查液压泵油箱内液压油的油量情况;
● 检查蓄能器内的气压。
本文来源于综合公开信息。
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn。
相关推荐
-

-

动设备的维护检修类型,离心泵、压缩机、风机检修的内容
动设备是工厂生产能够正常运行的重要组成部分,因此对设备进行维护检修保养就是为了保证其正常运转的前提。知识君将为大家盘点各类动设备的检修知识,等到厂里设备检修时,说不定就能派上用场哦~
2021-03-25
-
万华化学的设备维护技术和设备成本优化经验
万华化学集团股份有限公司(简称“万华化学”),前身为烟台万华聚氨酯股份有限公司,成立于1998年12月20日,是亚太地区最大的MDI供应商。主要从事MDI为主的异氰酸酯系列产品、芳香多胺系列产品、热塑性聚氨酯弹性体系列产品的研发、生产和销售,是中国唯一一家拥有MDI制造技术自主知识产权的企业。
2021-07-21


热点文章
-

《生物基纤维及其应用》序言&目录
2026-07-27
-

《中国石化和化工产品出口巡礼》序言&目录
2026-07-14
-

《国内外储能市场与储能电池的技术进展与开发》序言&目录
2026-07-14
-

万华、台塑、荣盛、恒力、盛虹、桐昆、恒逸、新凤鸣等,上榜2026全球化工企业50强
2026-07-09
-

中国大幅削减原油进口在一定程度上抑制了价格
2026-07-20
-

总投资约222亿元,百万吨乙烯及高端化工新材料项目环评公示
2026-07-09
-

《通过微藻培育实现 CO₂转化制备液体燃料的综述》目录&前言
2026-07-20
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多