不同类型蓄热式氧化炉的对比、适用处理的废气及蓄热式氧化炉闪爆事故分析
随着环保理念的不断推行,治理政策的逐渐深入,大气十条、环保税法、专项督查,VOCs进入大家的视野,挥发性有机废气(VOCs)已然成为目前环保针对的一个重要内容。VOCs来源众多、种类繁多、排放量多、指标更多,成分杂、浓度宽、风量广、有间歇性,并且危害环境,危害人们身体健康。下面向大家重点讲解一种主流技术,给处理VOCs废气作参考。
RTO蓄热氧化炉
原理:
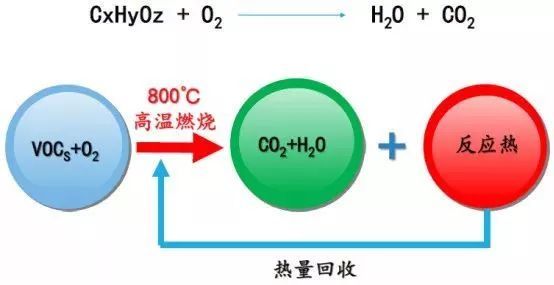
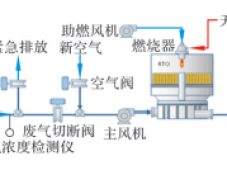
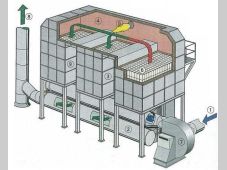
RTO (Regenerative Thermal Oxidizer,简称RTO),蓄热式氧化炉。其原理是在高温下将废气中的有机物(VOCs)氧化成对应的二氧化碳和水,从而净化废气,并回收废气分解时所释放出来的热量,三室RTO废气分解效率达到99%以上,热回收效率达到95%以上。RTO主体结构由燃烧室、蓄热室和切换阀等组成。根据客户实际需求,选择不同的热能回收方式和切换阀方式。
【VOCs热氧化原理】
对比:
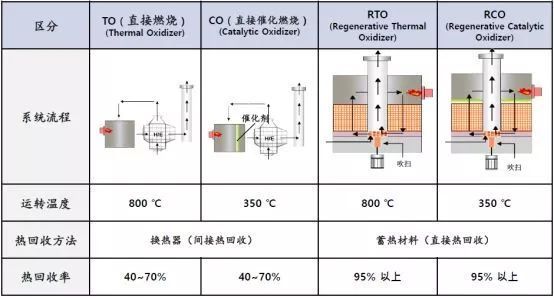
RTO,是一种高效有机废气治理设备。与传统的催化燃烧、直燃式热氧化炉(TO)相比,具有热效率高(≥95%)、运行成本低、能处理大风量中低浓度废气等特点,浓度稍高时,还可进行二次余热回收,大大降低生产运营成本。
【各种热氧化设备的对比分析】
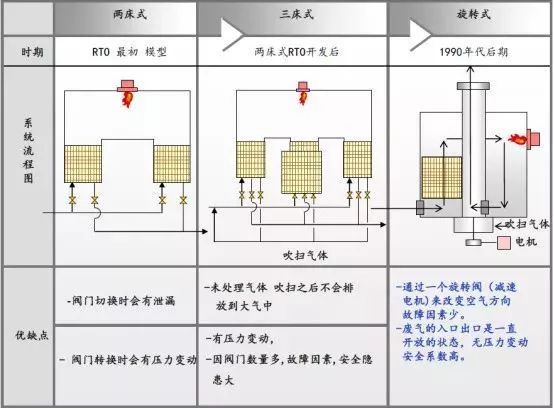
【床式与旋转式RTO的对比分析(一)】
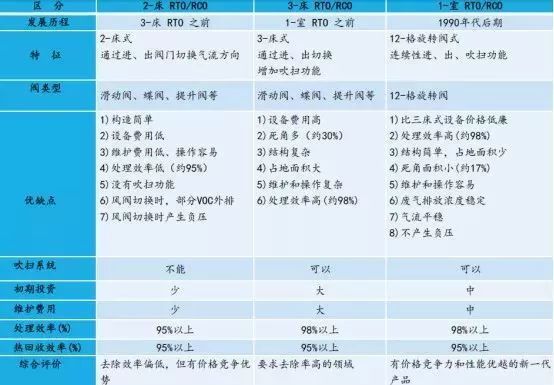
【床式与旋转式RTO的对比分析(二)】
适用废气:
1)使用有机废气种类:烷烃、烯烃、醇类、酮类、醚类、酯类、芳烃、苯类等碳氢化合物有机废气。
2)有机物低浓度(同时满足低于25%LFL)、大风量。
3)废气中含有多种有机成分、或有机成分经常发生变化。
4)含有容易使催化剂中毒或活性衰退成分的废气。
优点:
•几乎可以处理所有含有机化合物的废气
•可以处理风量大、浓度低的有机废气
•处理有机废气流量的弹性很大(名义流量20%~120%)
•可以适应有机废气中VOC的组成和浓度的变化、波动
•对废气中夹带少量灰尘、固体颗粒不敏感
•在所有热力燃烧净化法中热效率最高(>95%)
•在合适的废气浓度条件下无需添加辅助燃料而实现自供热操作
•净化效率高(三室>99%)
•维护工作量少、操作安全可靠
•有机沉淀物可周期性的清除,蓄热体可更换
•整个装置的压力损失较小
•装置使用寿命长
缺点:
•装置重量大,因为采用陶瓷蓄热体
•装置体积大,只能放在室外
•要求尽可能连续操作
•一次性投资费用相对较高
•不能彻底净化处理含硫含氮含卤素的有机物
发展趋势:
1)在高温燃烧处理VOCs和臭味,并利用蓄热材料回收热的高效率节能设备
2)燃烧效率保持恒定,蓄热材的热回收率为95%以上
3)如果烟气浓度高,初始升温可以在无原料状态运转(甲苯350ppm↑, TVOCs)
4)使用催化剂可降低燃烧温度
5)VOCs 处理效率是约98%
预防RTO蓄热式热氧化炉闪爆事故的实践与探索
RTO废气收集处理系统管网防爆的核心,是反应釜、蒸(精)馏装置或抽真空系统、储罐或中间罐的气体冷凝器有足够的冷凝能力,使其进入RTO管网的废气浓度低于其爆炸下限,且在接近爆炸下限时能有可靠的检测报警设施。如何确定冷凝器有足够的冷凝能力和采用何种可靠的检测报警设施,是我们许多人没研究透彻的一个工艺安全技术问题。
对于检测RTO管网的废气浓度是否低于其爆炸下限,大家都会想到安装在线可燃气体检测系统。但很遗憾的是,由于废气成分复杂、湿度大、常含腐蚀性物质、有机废气浓度高,导致昂贵的在线可燃气体检测仪往往寿命很短,实际上形同虚设。
2020年,我们对宁波石化区某化工企业2个苯乙烯储罐(5000m3、8500m3各1个)的废气系统(苯乙烯储罐伴冷30℃以下贮存,底部加压缩空气鼓泡保持阻聚剂活性,2个苯乙烯储罐气相管道直接连通到总管至焚烧炉)进行防爆分析评价时认识到:可燃液体在闪点时的气相浓度接近其爆炸下限。当冷凝器出口废气温度低于闪点时,其废气浓度就低于其爆炸下限,属于本质安全型废气。我们只要在冷凝器出口设置温度检测报警联锁设施,就能控制反应系统、抽真空系统、冷凝系统的工艺偏差,就能从源头上控制RTO等废气收集处理系统的废气闪爆事故。
以苯乙烯为例:
苯乙烯的闪点为32℃、爆炸下限1.1%。
苯乙烯在30℃的饱和蒸汽压为1.0985KPa,标准大气压为101.3 KPa,苯乙烯贮罐气相空间苯乙烯浓度为1.0985/101.3=1.084%。
苯乙烯在32℃的饱和蒸汽压为1.2328KPa,苯乙烯贮罐气相空间苯乙烯浓度为1.2328/101.3=1.21%。
从闪点、爆炸下限定义和上述计算示例可以看出:
① 从闪点和爆炸下限的定义可以看出,闪点是低于这个温度不会燃烧,爆炸下限是低于这个浓度就不会爆炸。由于燃烧与爆炸没有严格的区分,对于可燃液体,我们可以认为闪点时闪火现象也是一种爆炸,即可燃液体在闪点时的气相浓度就是其爆炸下限。
② 可燃液体出现爆炸下限时的温度虽然与闪点不完全一致,但很相近,其误差可能是测试方法差异和实验误差所致。
冷凝器出口温度设定
从理论上说,低于闪点就不会形成爆炸性混合物;但因为闪点是实验室检测的结果,总是有误差,所以保守一点是用闪点减去15℃ 作为控制依据(也有减去9℃的做法,与具体的工艺过程相关)。
在对反应釜、蒸(精)馏装置或抽真空系统、储罐或中间罐的气体冷凝器出口废气进行防爆安全分析时,我们可以认为可燃液体在闪点时的气相浓度就是其爆炸下限。考虑安全裕度并从节能角度出发,我们可将冷凝器出口温度设定为闪点减去9℃作为工艺控制值。对于苯乙烯储罐而言,我们应控制其物料温度在23℃以下为宜。
有些甲类易燃液体闪点很低,如丙酮的闪点为-20℃,要将丙酮废气冷到-29℃以下,许多企业可能没有这样的冷媒。当冷凝器出口温度无法控制在闪点减去9℃以下时,其冷凝器出口废气的浓度高于其爆炸下限,如有空气存在,并在静电等点火能量触发下可能产生废气闪爆事故。在这种情况下,我们应对冷凝器出口废气进一步采取工艺安全措施,如通过惰性化、水洗、更换废气处理方式等措施,控制废气收集和处理的风险。
举例分析如下:
介质 |
理化特性 |
可采取的安全措施 |
丙酮 |
闪点-20 ℃,爆炸下限2.5%(V/V); 易溶于水和甲醇、乙醇、乙醚、氯仿、吡啶等有机溶。 |
① 惰性化,系统应无氧气; ② 利用丙酮、四氢呋喃、乙醛、环氧丙烷等废气易溶于水的特性,对冷凝器出口废气进行水洗,使废气的浓度低于其爆炸下限后再排入RTO等废气收集处理系统。 ③ 或者冷凝器出口废气经阻火器或水封后进入专门的新鲜风稀释装置,如吸风罩模式,使冷凝器出口废气迅速降低到其爆炸下限以下,再进入RTO等废气收集处理。 |
四氢 呋喃 |
闪点-20℃,爆炸下限1.5%(V/V);溶于水、乙醇、乙醚、丙酮、苯等多数有机溶剂。 |
|
乙醛 |
闪点-39℃,爆炸极限4.0%(V/V);能跟水、乙醇、乙醚、氯仿等互溶。 |
|
环氧 丙烷 |
闪点-37℃,爆炸极限2.3%(V/V),溶于水以及乙醇、乙醚等有机溶剂。 |
|
乙酸 乙酯 |
闪点-4℃,爆炸极限2.2%(V/V);微溶于水,溶于醇、酮、醚、氯仿等多数有机溶剂。 |
① 惰性化,系统应无氧气; ② 冷凝器出口废气不进入RTO等废气收集处理系统,而是经水封后进入火炬、锅炉、加热炉等作为燃料进行焚烧。 ③ 或者冷凝器出口废气经阻火器或水封后进入专门的新鲜风稀释装置,如吸风罩模式,使冷凝器出口废气迅速降低到其爆炸下限以下,再进入RTO等废气收集处理系统。 |
乙酸 乙烯酯 |
闪点-8℃,爆炸极限2.6%(V/V);微溶于水,溶于醇、醚、丙酮、苯、氯仿。 |
|
苯 |
闪点-11℃,爆炸极限1.2%(V/V);微溶于水,与乙醇、乙醚、丙酮、四氯化碳、二硫化碳和乙酸混溶。 |
结论
(1)RTO等废气收集处理系统突然发生气体闪爆,其主要原因是高于爆炸下限的废气排入管网,遇静电(管道静电和抽风机橡胶连接件静电)或RTO等炉膛明火产生气体爆炸。浓度高于爆炸下限的废气,绝大部分是反应釜或抽真空系统冲料,以及反应釜、蒸(精)馏装置或抽真空系统、储罐或中间罐的气体等冷凝器故障或冷凝能力不足所产生的高浓度废气。
(2)在对反应釜、蒸(精)馏装置或抽真空系统、储罐或中间罐的气体冷凝器废气进行防爆安全分析时,根据可燃液体在闪点时的气相浓度很接近其爆炸下限的情形,考虑安全裕度和节能,可将冷凝器出口温度设定为闪点减去9℃ 作为工艺控制值,并设置冷凝器出口温度检测报警系统,高限报警、高高限联锁停车,以实现RTO等废气收集处理系统的工艺本质安全。
(3)当受闪点很低或无所需低温冷媒等条件限制时,即当冷凝器出口温度无法控制在闪点减去9℃以下,该冷凝器出口废气浓度高于爆炸下限,该冷凝器出口废气不得直接接入RTO等废气收集处理系统,应对冷凝器出口废气采取进一步的安全措施,如惰性化、水洗、新鲜风稀释、更换废气处理方式等安全措施,控制废气收集和处理的工艺安全风险。
(4)当我们对RTO等废气收集处理系统防爆安全评估时,还应对各废气点按“火灾爆炸三要素原理”,从工艺、废气产生过程和温度控制方式、闪点、是否含空气、废气管道材质、废气管道是否有回火风险、废气预处理方法和冷媒温度等进行综合分析,尤其要识别反应失控、冲料、冷凝器故障等工艺偏差,确保RTO等废气收集处理系统工艺安全。
本文来源于综合公开信息。
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-
废气蓄热式热氧化炉装置的安全优化
分析近年来RTO装置发生的安全事故,找出了该类环保装置存在的安全风险,并在储罐与污水池废气分类处理、在线废气浓度检测仪与废气切断阀的位置设置、新风稀释及风机控制、阻火器与爆破片、操作压力、储罐呼吸阀后采用非接触废气罩收集、风机材质等方面提出了建议。
2022-04-27
-
精细化工行业蓄热式热氧化炉系统安全设计优化
蓄热式热氧化炉(Regenerative Thermal Oxidizer,RTO)采用高热容量的蜂窝状陶瓷作为蓄热体,待处理有机废气与蓄热陶瓷体进行换热升温后,在氧化室中升温至760℃燃烧,使其中的VOCs成分氧化分解成二氧化碳和水,净化后的达标气体与蓄热陶瓷体进行换热降温后经烟囱排入大气。在国外,蓄热式热氧化炉的市场占有份额高达70%。
2022-04-20
热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多