专家解读 | 某石化乙二醇装置爆炸原因分析

不锈钢管道为什么会整体断裂

某石化公司《1#乙二醇装置爆炸事故调查报告》给出的直接原因是管道焊缝腐蚀,导致壁厚严重减薄,最终管道应力超过金属材料的承受极限后,发生整体断裂。且断口呈明显的脆性断裂特征,基本上符合管道焊缝严重腐蚀减薄后断裂的力学机理。
即不锈钢管道整体断裂的原因到底是如何造成的?不到10年的管道,为什么会腐蚀如此严重?连续四个焊缝发生泄漏,为什么只有③号焊缝发生了整体断裂呢?
我们先来讨论第一个问题,即事故管线的不锈钢管道,为什么腐蚀这么严重。根据调查报告的披露,该管线信息如下:

不锈钢牌号为TP304,采用的是ASTM(美国材料与试验协会)标准《ASTM A312 Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes》,其金属的化学成分如下:
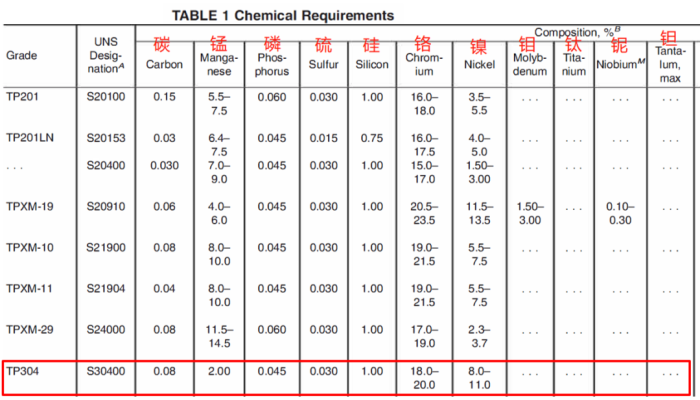
该金属的力学性能如下表:
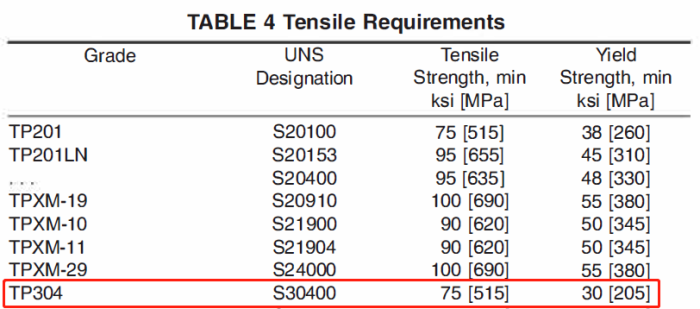
依据化学成分表和力学性能,TP304材质大致相当于我国的不锈钢牌号06Cr19Ni10,属于典型的奥氏体不锈钢,该系列的不锈钢总体来说,具有较好的耐腐蚀效果,且同时具备良好的力学性能,在石油化工行业中得到广泛应用。
那么不锈钢管道是不是可以应用于一切场景呢,答案是否定的,除了昂贵的费用成本之外,不锈钢管道在石油化工行业的应用有着特定的限制,主要如下:
(1)电熔焊的奥氏体不锈钢不得应用于GC1级压力管道;
(2)电熔焊的奥氏体不锈钢不得用于剧烈循环工况;
(3)不锈钢在接触湿的氯化物时,有应力腐蚀开裂和点蚀的可能,应避免接触湿的氯化物,或者控制物料和环境中的氯离子浓度不超过25╳10-6(25ppm);
在这里,我们重点说一下第(3)个问题,也就是不锈钢材质的氯离子腐蚀问题,这个问题也是构成本次事故的一个直接关键的原因。不锈钢的氯离子腐蚀机理比较复杂,目前材料学界比较权威的解释有两种理论-成相膜理论和吸附理论,在这里我尽量用通俗的语言来给大家解释。
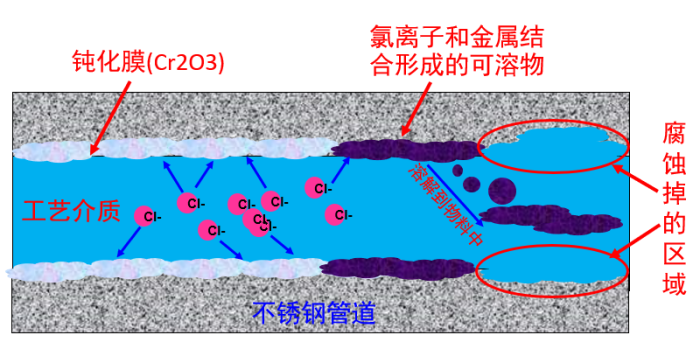
我们知道不锈钢之所以能起到防腐蚀的作用,有两个关键元素镍(Ni)和铬(Cr),其中镍(Ni)元素是奥氏体不锈钢(304类型的大家庭)的主加元素,镍(Ni)本身就具有一定的耐腐蚀能力。铬(Cr)元素是形成奥氏体组织的关键架构元素,只有当铬(Cr)含量达到一定值时,钢材才具有耐蚀性。常见的材料中,不锈钢铬(Cr)含量一般在10.5%以上。且铬(Cr)元素与空气中的氧能形成一层极薄而坚固稳定的钝化膜(Cr2O3),该钝化膜能防止氧原子继续渗入、氧化内层金属,从而达到防锈蚀的能力。
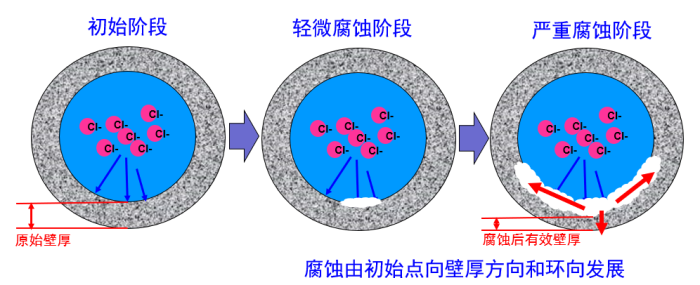
但是当这个钝化膜(Cr2O3)遇到卤素离子时,情况就会变得非常糟糕。我们以常见的氯离子为例,氯离子(Cl-)半径小,穿透能力强,容易穿透钝化膜(Cr2O3)内极小的孔隙,到达金属表面,并与金属相互作用形成了可溶性的化合物,使氧化膜的结构发生变化。除此之外,氯离子(Cl-)还有一个特性,就是与金属有极强的亲合力,也就是说氯离子(Cl-)和氧原子相比,能优先被金属吸附,并从金属表面把氧排掉,氯离子(Cl-)和氧原子争夺金属表面上的吸附点,由于氯离子(Cl-)与金属表面吸附之后,会形成不稳定的可溶性物质,这些物质慢慢就会溶解到工艺介质中,这样就进一步导致了腐蚀的加速。
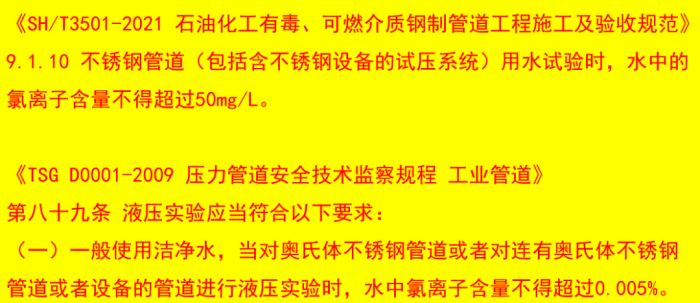
所以明白了氯离子对不锈钢的损伤机理,就会明白为什么不锈钢管道会严格限制介质中氯离子的浓度,常见的就是在不锈钢管道的水压试验中,会一再强调水中氯离子的含量不得超过25mg/L(25ppm)。
根据调查报告的披露,管道破裂的直接原因是“焊口在运行过程中因腐蚀介质(氯离子)作用在内壁焊趾高应力部位萌生裂纹,裂纹不断沿环向及壁厚方向腐蚀疲劳扩展,当③焊口上的裂纹扩展至有效承载截面不足时,在轴向应力作用下该焊口被完全拉断,导致管道断裂。”
上面红色字体中有个“内壁焊趾高应力部位”,这个属于管道焊接的一个专业词汇,具体指的是哪个部位呢?参考下图所示:
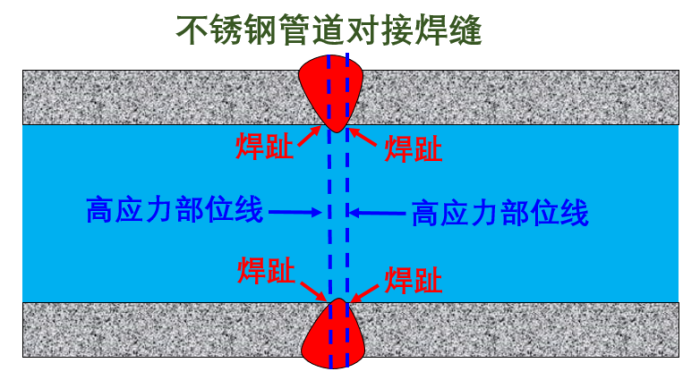
DN200的不锈钢管道不能采用双面焊,只能采用单面焊,所以焊缝的成形效果存在一定程度的瑕疵,主要就是内壁焊缝的余高不好把握,一旦超过一定数值,就会导致焊趾(金属和焊缝的结合处)部位出现不连续性,从而产生应力集中现象,也就是报告中的“高应力部位”。
另外报告中的“因氯离子导致的应力腐蚀裂纹,不断沿环向及壁厚方向发展”,大家可以从管道剖面图更直观地看出来。
但是报告中给出的原因应该是主要原因,但并非是全面原因。在这里还有一个被我们忽视的细节,即某石化公司在对泄漏的焊缝进行卡具堵漏后,卡具本身对焊缝的影响。
我个人认为影响有两个方面:第一,卡具本身的厚度远远大于不锈钢管道的壁厚,这个从事故报告的照片中可以明显地看出来,在卡具厚度大于钢管厚度的情况下,对卡具进行高压注胶,很容易对壁厚相对较薄的钢管造成不规则的塑性变形,导致其承压性能大大降低;
第二,如果卡具是碳钢材质的话(报告中未明确),一旦碳钢和不锈钢直接接触的话,会产生电化学腐蚀,这个腐蚀速率远远大于内壁氯离子的腐蚀。

以上所述,论述了为什么氯离子对不锈钢管道腐蚀的会这么严重,那么我们接着讨论第二个问题,即在该事故管段的4条焊缝中,为什么第③号焊缝发生了整体断裂呢?我们先来分析一下4条焊缝的相互位置和泄漏时间,根据事故调查报告披露出来的信息,其4条焊缝的位置和泄漏时间如下图:
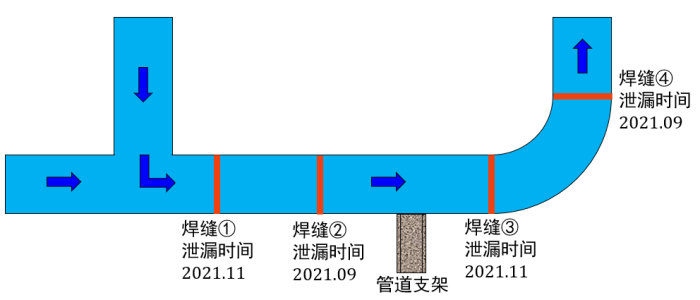
从泄漏时间上来判断,基本上4条焊缝的泄漏时间相差无几,2个月的时间差对于腐蚀这种慢性病来说,没有任何的比较意义。那么同样都是焊缝的腐蚀,为什么偏偏断裂发生在③号焊缝呢?针对这个问题,其实我们看一下介质的流向和管道支架的位置,基本上就给出答案了,主要原因就是③号焊缝所在的位置恰好处于一个应力集中最为明显的部位,我把③号焊缝的力系分布图单独画一下,大家就能很好理解了:
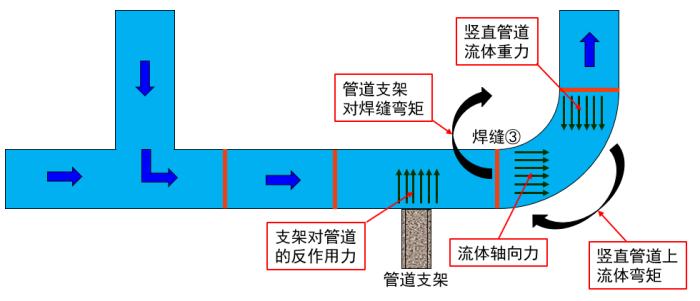
如上图所示,虽然4条焊缝都会面临腐蚀问题,但是③号焊缝所承受的力是最集中的,那么根据木桶效应的短板理论,③号焊缝最先发生断裂是符合材料力学的原理的。

精制塔塔釜的低液位联锁设置的问题

在调查报告中第19页有这么一段话:
“经调查,精制塔T-450塔釜底部至断裂处管道未设置针对泄漏的联锁关停装置。中国石化工程建设公司参照美国科学设计公司的工艺设计包建设精制塔T-450系统,工艺设计包中针对精制塔T-450塔釜底部至断裂处管道未设置针对泄漏的联锁关停装置。某石化公司针对该装置的HAZOP(危险与可操作性分析)报告未对塔釜釜底液位过低进行分析,没有提出防范建议措施。”
上面的这段调查报告的原话,实际上说到了两个问题,第一个问题就是某石化公司当初在针对该装置的HAZOP分析报告中,没有对精制塔T-450塔釜的低液位进行危害性分析,所以呢自然也就没有提出防范措施。第二个问题是从精制塔T-450的塔釜底部至断裂处的这段管道没有设置针对泄漏的联锁关停装置,也就是说,如果这段管道发生意外泄漏的话,并没有相应的联锁设施来紧急切断这根管道和塔釜之间的联系。
上面的两个问题,大家稍微仔细分辨的话,很明显指的不是一回事,第一个问题说白了就是,如果塔釜内的液位过低,企业应当采取哪些措施。第二个问题说白了就是,如果这段管线泄漏了,那么从塔釜底部至泄漏处由于并没有针对该泄漏的联锁切断系统,所以想关但是关不了,最终导致事故扩大。
那么调查报告中指出的问题,到底有没有道理呢?今天我们就来一次HAZOP实战演练,发挥一下头脑风暴,看看问题的根源到底在哪里?以及怎么去解决问题。
我们先分析第一个问题,就是精制塔的塔釜液位,如果液位低,会带来哪些危害。HAZOP模拟表格如下图:
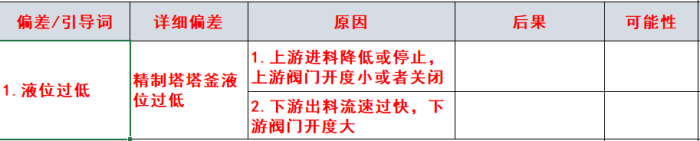
原因如上所述,重点谈一下后果。按照正常的HAZOP流程,再没讨论后果之前,我们先结合PID图纸,了解一下精制塔的工艺流程原理。

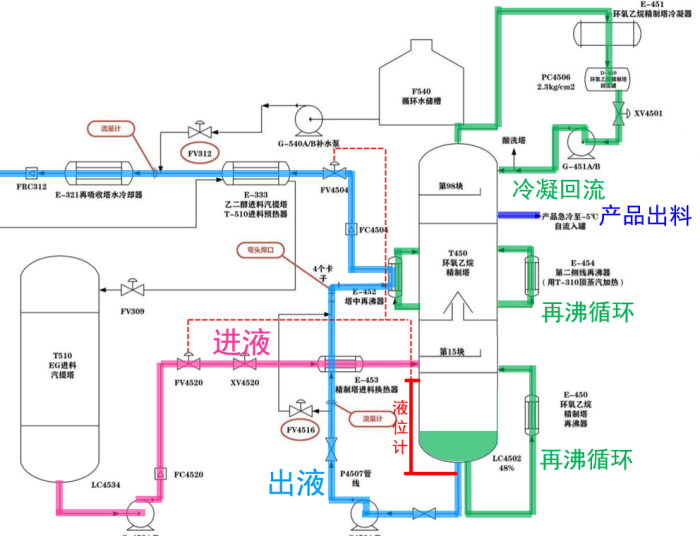
上方流程图来自事故调查报告的附图,环氧乙烷精制塔接收上游的进料(粉色标记部分),然后在塔内进行精馏过程,塔内的精馏过程实际上是一个传热传质的物理过程,本身不发生化学反应。精馏过程的灵魂主要靠三件套来实现,哪三件呢?冷凝、回流和再沸,通过持续的物料循环来实现高纯度环氧乙烷的精制过程,然后达到纯度的环氧乙烷从塔顶侧壁处流出,输送至产品罐。可以说,三件套中缺少任何一个,都会严重影响产品的纯度和质量。
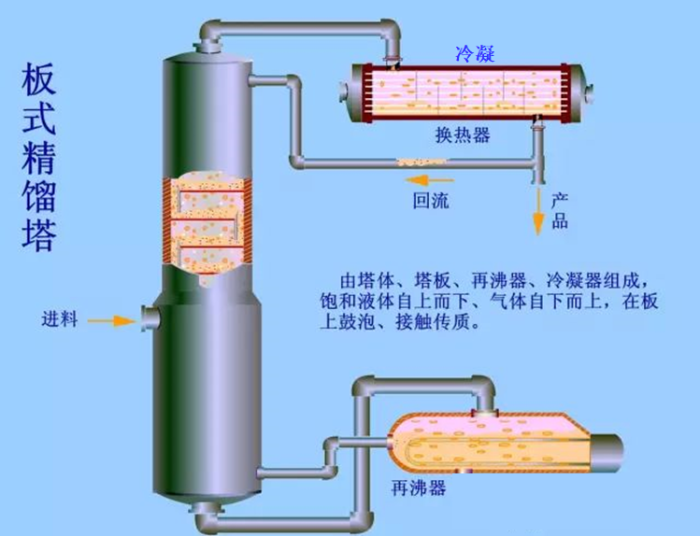
板式精馏塔原理图
我们继续回归本体,精制塔塔釜液位过低,到底有什么危害?仔细看一下PID图纸,可以知道底部再沸器的进口和塔釜泵的入口都是和塔釜底部封头中间部位进行开孔连接的,也就是说,是和整个塔釜设备的液位最低点连接的,什么意思呢,只要这个塔内哪怕有少量的液位,泵和再沸器都是可以正常运行的,为什么呢?第一,泵的安装位置一般在地面上,而塔釜底部至少距离地面2米以上(比裙座的高度略微低0.5m),所以这种高度差产生的重力流可以解决泵汽蚀余量的问题。第二,塔釜底部的再沸器从PID图上看,是换热器类型的,并且没有泵输,可以判断是靠虹吸效应来实现循环的,类似于家用太阳能热水器的原理,并且入口也是在最底部,所以只要塔内有液位,就不影响再沸器的运行。
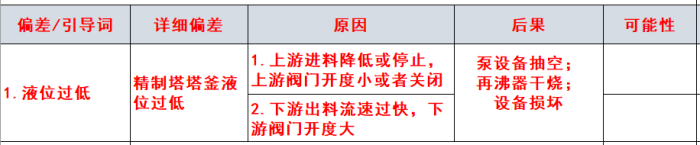
问题是塔釜内的液位是一个动态变化的过程,如果塔釜底部的液位持续下降,并可能会达到零液位时,那么问题就严重了,首先第一就是泵会面临抽空的风险,如果离心泵高速空转的话,会严重损坏叶轮,造成不可逆的机械损坏,另外很可能也会烧毁电机。第二,就是再沸器会面临干烧,被加热介质没有了,而加热介质却继续加热,类似于家里做饭,锅里水烧干了,下边火还没关,结果锅烧坏了。再沸器也一样,干烧的话,会严重损害换热器的管束,造成腐蚀加剧,管束变形甚至报废。至此,我们接着完善HAZOP分析表格如下:
所以塔釜的低液位其危害性还是不小的,那么工艺上对塔釜低液位还是有必要进行控制的,一般都是在DCS系统中对塔釜液位进行低液位报警,这个报警值肯定不能是零了,必须得留出一定的缓冲空间,给操作人员留出响应和采取措施的时间。那么我们继续深入一下,这个低液位报警是否必须要联锁呢?这个不是绝对的,当然也可以联锁,联锁谁呢,一般是和进液控制阀的开度进行联锁,当液位低时,自动增加进液控制阀的开度,达到增加进料的目的。当然也可以和下游出液的控制阀进行联锁,当液位低时,自动减小出液控制阀的开度。如下图红色虚线部分:
上述标记出来的联锁,本质上来讲,是一种基于工艺生产的反馈调节联锁,并不是我们经常讲到的安全切断联锁,所以二者是有本质区别的。当然也有的工艺是只报警不联锁的,这种情况下报警后只能靠人工来识别并远程操作DCS控制阀进行人工调节。那么二者孰优孰劣呢?表面上来看联锁自动调节似乎更胜一筹,如果没有意外发生的话。一旦发生了像本次事故中管线整体断裂的话,那么自动联锁调节只会帮倒忙,带来更大的损失和危害。这时候必须人工干预联锁,并强制关闭上游和下游的进出口管线。所以我们常说的优势并不是绝对优势,只是相对优势罢了。
文章至此,我们把第一个问题也就是塔釜低液位危害和控制措施讲完了,接着进入第二个问题,就是从塔釜底部出口至事故泄漏处,该怎么去设置针对意外泄漏的联锁切断问题。这个联锁切断问题和上面那个工艺调节的反馈联锁不同,该联锁纯粹是基于安全风险而采取的切断联锁,本质上可以归结为SIS系统。那么调查报告中指出的针对意外泄漏的联锁切断系统又该怎么实现呢?
理论上来讲实现起来并不难,就是增加一套泄漏监测联锁切断罢了,大致如下图所示:
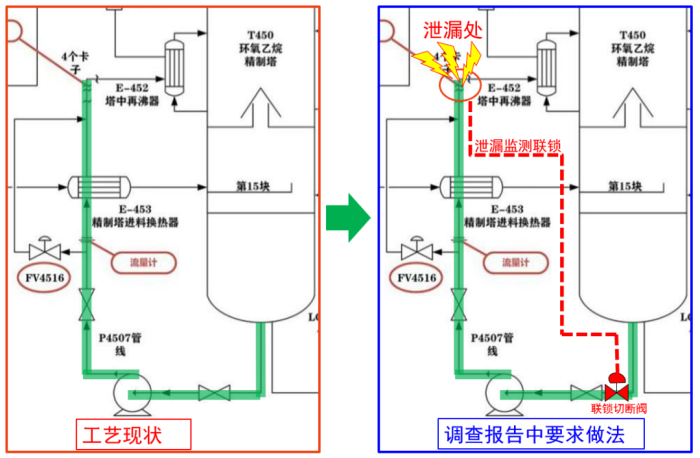
如果我们按照右图在底部出液管线上增加一个切断阀,然后在可能泄漏的位置附近增加一个气体检测报警器,并让二者之间实现联锁切断。以达到一旦现场泄漏,气体检测报警器报警并自动联锁切断阀关闭的目的。这么做真的能避免事故的发生吗?我们深入分析一下,第一,气体检测报警器的嗅觉范围是有限的,而管道的长度甚至有的可达上百米,并且在立体空间上纵横交错,整个管道长度方向的任何一个点都可能会发生泄漏,所以根本做不到全覆盖的。第二,当前的气体检测报警仪只是被动探测泄漏出来的气体,目前的技术水平还没有智能到能辨识出漏点位置的地步,所以这就极大可能造成一种误判误联锁的后果。也就是说,其他管道的泄漏一样能让气体检测报警仪报警并联锁关闭切断阀。这种非正常的联锁关闭产生的后果也是相当严重的。所以归根结底,调查报告中指出的这种做法在实际应用中还需要一定的技术支持,如何在泄漏中准确定位漏点,这目前也是当前化工泄漏检测领域函待解决的技术攻关难题。不过目前的光谱分析、色谱分析等技术应该可以应用于这一领域吧(纯属个人臆断)。
当然事故调查组的专家还是比较慎重的,本着对事故调查高度负责的精神,以实事求是的态度,咨询了该工艺包的供应商,美国科学设计公司(简称SD公司,是全球领先的化学工艺专利转让及高性能催化剂供应商,是全球环氧乙烷/乙二醇(EO/EG)工艺包的主要供应商),SD公司的答复原文是这样的:
“如在精制塔T-450塔釜底部至断裂处设置联锁关停,可能导致再吸收塔T-320吸收水突然部分中断,增大火灾爆炸危险”,这段话什么意思呢,吸收塔T-320突然中断,为什么能增加火灾爆炸风险呢?
要理解上述这段话,还是再回头看一下流程图,实际上调查报告中的流程图只是一个示意图,并不是一个完整的PID流程图。为了便于大家理解SD公司的这段话,我补充了这个示意图,如下:
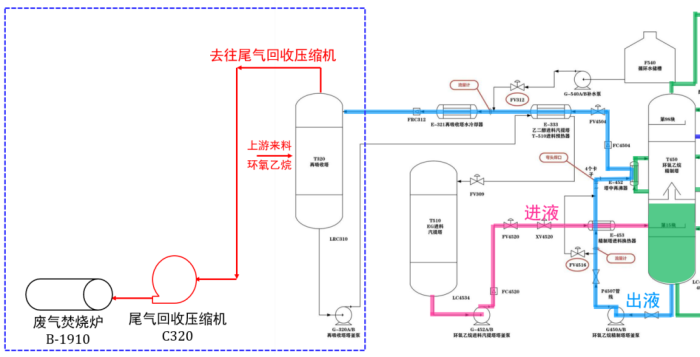
如上图所示,把T-320吸收塔的上游来料和尾气回收的示意图给补充加上了,吸收塔的主要功能就是用工艺水尽可能多的吸收环氧乙烷,所以一旦吸收用的工艺水不足或者断流,那么从吸收塔顶部出去的尾气肯定会含有大量的本该吸收的环氧乙烷,环氧乙烷本身易燃易爆,爆炸极限为3%~100%,所以一旦尾气回收系统管道内含有大量的环氧乙烷的话,安全风险就大大增加了,尤其是当下游采用了焚烧法处理工艺时,那就更危险了,整个管路系统都会时刻面临爆管的危险。所以美国SD公司的答复,“增大火灾爆炸危险”,是有一定的道理的。但是美国SD公司的答复只对了一半,为什么呢?因为这个答复有个前提条件,那就是“如在精制塔T-450塔釜底部至断裂处设置联锁关停”这句话,大家设想一下,工艺水管线都已经整体断裂了,那么去往吸收塔T-320的吸收水肯定是已经中断了,所以这种情况下无论设不设联锁,下游的尾气处理设施的爆炸风险是必然加大的。但是设置联锁的额外好处就是可以把精制塔的环氧乙烷紧急隔离开来,避免精制塔内大量的环氧乙烷继续泄漏,造成潜在的VCE蒸汽云爆炸。所以设置联锁还是有必要的。

吸取事故的教训

我们应当如何吸取事故的教训呢?个人总结以下要点供大家参考:
(1)源头把控,做好本质安全设计。
不锈钢管道的应用场景一定要慎之又慎,国家标准中对于不锈钢材质的管道应用有着特殊的规定,诸如介质中氯离子的含量限制、高温使用条件下的碳含量的控制要求、以及用于复杂混合介质中的镍(Ni)元素含量的最低要求,这些都是从设计环节来对不锈钢材质的应用提出的特别要求。
(2)压力管道及其重点部位的定期检测。
压力管道一定要按照国家标准和企业内部检维护规定进行定期的检验检测,可以借助专业的无损检测器材来进行更准确的检测。在对压力管道进行检测管理时,要特别关注并加强三通、弯头、大小头等重点易腐蚀部位的检测,必要时可以加强检测频率。
(3)压力管道的带压堵漏注意事项
一旦某段压力管道出现第一次泄漏,在对其进行临时带压堵漏处理后,必须尽快制定更换计划,在此期间要加强带压堵漏处运行状态的实时监测。其次,如果同一根管线出现两个不同的泄漏点,必须要立即进行更换。这种情况基本上表明这根管线已经达到了腐蚀极限。
归根结底,这起事故的关键原因还是设备完整性管理出现了疏忽和漏洞,所以做好现场的设备完整性管理,加强设备运行状态和性能的监视,从源头上做好设备管理,那么后期管理起来就会得心顺手,如果源头没控制好,那么后续我们只能付出加倍的心血来不断地弥补这个窟窿。在补窟窿的过程中,一旦稍微不慎,出现任何闪失,只会导致这个窟窿越来越大,直至失去控制,最终酿成事故。
一个企业的安全管理和控制体系,实际上并非是一张互相影响的有机网络,而更多地是上下级层次分明,虽然我们的全员责任制貌似将每个人的责任和义务写的清清楚楚,但是实际上对安全风险的把控最终还是落到基层一线的员工肩上,一线员工在面临突发事故时,能否准确判断险情、正确响应措施、迅速控制事故等,直接关系到整个企业安全体系的成败。有句话说的好“领导不重视,早晚会出事;员工不重视,马上就出事”,再次强调了一线员工的重要性和不可替代性。
本文内容来源于化工客栈,作者闫长岭,责任编辑:胡静,审核人:李峥
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

-

《2023年度重点石化产品产能预警报告》发布!乙烯、丙烯、乙二醇、烧碱等28种产品
4月11日,“2023石化产业发展大会”在京开幕。会上,中国石油和化学工业联合会副会长孙伟善发布了《2023年度重点石化产品产能预警报告》,详细介绍了重点石化化工产品2022年产能情况及2023年相关预测。
2023-04-12


热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多