期刊好文|塑料小循环,资源大循环
化学循环技术被视为解决塑料废弃物问题的关键途径之一,而在废塑料化学循环众多工艺中,美国企业Anellotech开发的催化流化床技术可能脱颖而出,成为主导技术。这一技术已经引起了日本一家财团的高度关注,该财团正积极推动与Anellotech公司的合作,这将加速催化流化床技术的发展和应用,还可能为全球塑料废弃物处理带来新的解决方案。
本文刊登于PROCESS《流程工业》2024年第11期,原文标题《塑料小循环 资源大循环》。本文作者Dominik Stephan,本文作者系《PROCESS》德文版编辑。
Anellotech是一家成立于2008年的可持续发展技术公司,总部设在美国纽约,专注于将成本竞争力强的可再生化学品和非食品生物质燃料的创新产品推向市场。Plas-TCatTM技术能够直接回收大量废塑料,并将其转化为商品化学品。通过这种技术,废塑料可以被转化为如烯烃、烷烃和芳烃等化学品,这些化学品与目前制造商使用石油基原料生产的化学品相同。Anellotech公司将进一步开发Plas-TCatTM技术,使其能够处理现今广泛使用的大多数塑料材料,包括复杂的薄膜塑料。为了实现这一目标,Anellotech公司已经扩展了其开发计划,预计整个开发过程将持续数年。

Anellotech公司的首席执行官David Sudolsky表示,尽管公司规模已经有所扩大,但从运营理念上依然保持着初创企业的灵活模式。公司现有25名员工,主要聚焦于生物质转化和化学回收替代原料的研究。团队成员包括行业资深专家、经验丰富的商业投资人,比如公司现任的首席科学官Leslaw Mleczko是拜耳前高管。这样的团队构成不仅为Anellotech公司带来了深厚的技术积累,也为其商业发展提供了强大的支持。
Anellotech公司的项目融资策略也沿用了初创企业的模式,目前这种独特的组合策略已经助力Sudolsky有效地推进了其合作伙伴战略。现已有多个重要伙伴加入Bio-TcatTM项目中,包括催化剂制造商庄信万丰(Johnson Matthey)、设备工程公司Axens、法国研究机构IFP Energies nouvelles、日本的丰田通商(Toyota Tsusho)以及日本饮料巨头三得利(Suntory)。这些合作伙伴共同投资了8500万美元,在美国得克萨斯州的锡尔斯比(Silsbee)建设了一座示范工厂。
这座工厂位于一家专业的石化生产基地,得到了Trecora公司的支持和运营。通过采用异相流化床催化技术,该工厂能够将落叶松废料转化为BTX芳烃(包括苯、甲苯以及间、邻、对二甲苯),这正是Bio-TcatTM(热催化生物质转化技术)工艺的核心,Bio-TcatTM工艺生产效率高,原料适用性强,因此具有很好的成本竞争优势。该示范工厂已实现了24/7全天候连续运行超过7500h,并已进入了商用开发阶段,第2座产能为20万~25万t/a的商业化生产装置也已在建设中。
2021年,双方合作取得了首个重要成果:成功开发出了一种透明PET瓶原型,该原型使用了由Bio-TcatTM工艺生成的对二甲苯制成,而对二甲苯是生产PET组分PTA(对苯二甲酸)的前体。这种新型PET瓶还结合了以糖蜜为原料的MEG(单乙二醇),用于替代自2013年起三得利在日本品牌“Suntory Tennensui”中使用的30%生物PET,该工艺可以制造100%植物性PET瓶。
从塑料废弃物到BTX和烯烃
接下来,Anellotech公司将重点关注如何将塑料废弃物作为碳和氢的来源加以利用。由于塑料废弃物种类繁多,且因地区差异而成分复杂,许多回收工艺难以适用。但Sudolsky表示,这对Plas-TCatTM技术来说并非难题。因为大部分塑料废料主要由聚烯烃构成,如聚乙烯和聚丙烯,这些材料由碳氢化合物组成,能够确保高效率的产品产出。
除聚氯乙烯(PVC)外,Anellotech公司的技术还可将PET、丙烯酸、尼龙、ABS、聚碳酸酯及聚氨酯等塑料直接转化为BTX(苯、甲苯、二甲苯)、烯烃及烷烃。这在技术上极具挑战性,特别是因为这些塑料含有氮和氧等杂原子。通常,热解过程需要预先对塑料废料进行分类,而且后续的下游处理也非常复杂。

|
“我们的愿景是实现混合塑料废料的高效、经济和大规模回收。” ——Anellotech公司首席执行官David Sudolsky |

|
“市场的所有信号都表明,Plas-TCat™工艺的时机已成熟。” ——Anellotech公司首席技术官Leslaw Mleczko |
作为世界第二大塑料废弃物生产国,日本每年产生大约900万t塑料废弃物,因此对这项新技术尤其感兴趣。日本政府计划到2030年将化学回收能力提升至150万t/a,并在2050年进一步增加到250万t/a。为实现这一目标,包括三得利、东洋纺、联合纸业在内的40家公司成立了RPlasJapan联合企业。对于Anellotech公司而言,这可能是一次绝佳的机会,因为Plas-TCatTM工艺可以证明其技术优势。
Sudolsky非常自信地指出了Plas-TCatTM技术相较于传统热解技术的优势所在:在传统的热解炉中,产生的烯烃和蜡类混合物需要在蒸汽裂解装置中进一步精炼;而通过Anellotech公司的精简催化热解技术,则可以在单一反应器内直接生成BTX、乙烯、丙烯和烷烃,大大简化了处理流程。
基于一种专有的催化剂和流化床反应器-再生系统,Plas-TCatTM提供了一种新的、直接的途径,从塑料废料流中获得轻烯烃和芳烃,如聚烯烃、聚酰胺(尼龙)、聚对苯二甲酸乙二醇酯(PET)、聚碳酸酯和聚苯乙烯,而不需要蒸汽裂解炉。通过这一过程,可以获得苯、甲苯和二甲苯,以及乙烯、丙烯和丁烯(轻烯烃),这些物质可作为下游塑料制造商的生产原料。
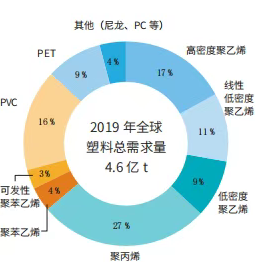
按聚合物类型划分的全球塑料需求
降低大量成本
Sudolsky指出,催化流化床技术的一个优势在于其易于规模化扩展。相较于热解技术需要通过增加多个热解炉来实现扩产,并面临一定限制,流化床反应器则几乎可以无限制地进行规模化扩展,这一点在全球塑料废料量迅速增长的背景下显得尤为重要。实际上,这一过程的主要限制在于塑料废料的收集和运输。此外,成本控制同样是关键因素——规模经济仍然是控制生产和销售成本的最佳方式。毕竟,化学回收产品的价格不应高于石油基产品。Sudolsky强调,即便化学回收可以作为一个营销卖点,绝大多数公司仍然不愿支付更高的费用。
另外一个优势在于Plas-TCatTM工艺生产的化学品可以直接进入蒸汽裂解装置的下游处理流程,可以将塑料废物(如复合膜、混合塑料和纸质标签这种含生物质的塑料)直接转化为有价值的化学品。热解过程产生的复杂油混合物需要在蒸汽裂解装置中进行升级和额外转化,这有助于降低处理难度和投资成本。
目前,Anellotech的团队正在紧锣密鼓地推进塑料回收技术的发展,计划的时间表非常紧凑,目标是在2027年之前实现Plas-TCatTM工艺的商业化应用。
' fill='%23FFFFFF'%3E%3Crect x='249' y='126' width='1' height='1'%3E%3C/rect%3E%3C/g%3E%3C/g%3E%3C/svg%3E)

长按图片扫码即可查看电子期刊免费阅读全部文章

流程工业
相关推荐
-

皮带机跑偏原因及系统性纠偏措施指南 遵循 "跑高不跑低" 黄金法则
皮带机跑偏源于受力不均,主因包括安装精度、皮带自身、物料负载及维护问题。解决需遵循 “跑高不跑低” 等黄金法则,通过检查跑偏规律,针对性调整托辊、滚筒、落料点,修复皮带接头或加装纠偏装置,配合预防性维护可彻底解决。
2026-01-17
-

螺栓头部标识解读指南 按国标区分碳钢与不锈钢性能参数
螺栓头部及杆身标记需遵循国标要求,碳钢螺栓以 “数字。数字” 标注抗拉强度与屈强比,不锈钢螺栓以 “A2/A4 - 数字” 标注材质组别与强度,还包含厂商、螺纹等附属标记。应用时需遵循严禁替代、材质兼容、全系统匹配原则。
2026-01-16
-

新型隔膜压缩机升级四大核心技术 解决渗漏 / 短命 / 高耗 / 启动难题
针对传统隔膜压缩机密封渗漏、膜片易损、能耗高、无法带压启动等痛点,新型隔膜压缩机通过四大改进实现升级:以 C 型密封圈替代 O 型圈强化密封;多级限压阀实现分级调压,延长膜片寿命并节能;增设储能泄压装置支持带压启动;优化维护结构简化操作。产品兼具性能优、成本低等优势,为高纯 / 腐蚀性气体压缩提供理想换代方案。
2026-01-15



热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

总投资590亿元,内蒙古大型煤化工项目最新进展
2026-06-18
-

2026(第21届)青岛水大会&水展最新议程曝光,亮点抢先看!
2026-06-18
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多