焊接过程中焊接缺陷产生原因和预防措施
焊接过程中经常会出现气孔、夹渣、未焊透、咬边等缺陷,今天我们分享一下焊接缺陷发生的原因及解决措施。
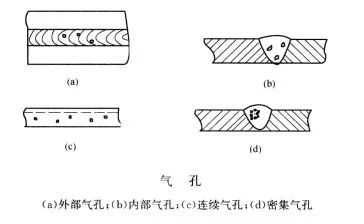
1 缺陷名称:气孔
焊接方式 |
发生原因 |
防止措施 |
手工电弧焊 |
(1)焊条不良或潮湿。 (4)电流太强。 (5)电弧长度不适合。 |
(1)选用适当的焊条并注意烘干。 |
CO2气体保护焊 |
(1)母材不洁。 |
(1)焊接前注意清洁被焊部位。 |
埋弧焊接 |
(1)焊缝有锈、氧化膜、油脂等有机物的杂质。 |
(1)焊缝需研磨或以火焰烧除,再以钢丝刷清除。 |
设备不良 |
(1)减压表冷却,气体无法流出。 |
(1)气体调节器无附电热器时,要加装电热器,同时检查表之流量。 |
自保护药芯焊丝 |
(1)电压过高。 |
(1)降低电压。 |
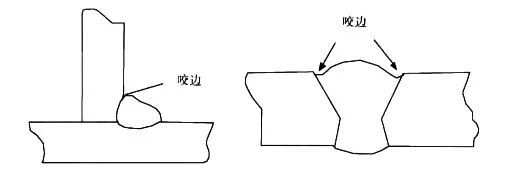
2 缺陷名称:咬边
焊接方式 |
发生原因 |
防止措施 |
手工电弧焊 |
(1)电流太强。 |
(1)使用较低电流。 (2)选用适当种类及大小之焊条。 |
CO2气体 保护焊 |
(1)电弧过长,焊接速度太快。 |
(1)降低电弧长度及速度。 |
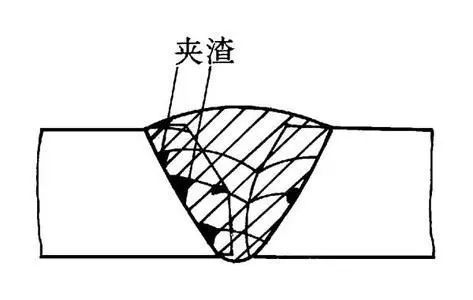
3 缺陷名称:夹渣
焊接方式 |
发生原因 |
防止措施 |
手工电 弧焊 |
(1)前层焊渣未完全清除。 |
(1)彻底清除前层焊渣。 |
CO2气体电弧焊 |
(1)母材倾斜(下坡)使焊渣超前。 |
(1)尽可能将焊件放置水平位置。 |
埋弧焊接 |
(1)焊接方向朝母材倾斜方向,因此焊渣流动超前。 |
(1)焊接改向相反方向焊接,或将母材尽可能改成水平方向焊接。 |
自保护药芯焊丝 |
(1)电弧电压过低。 |
(1)调整适当。 |
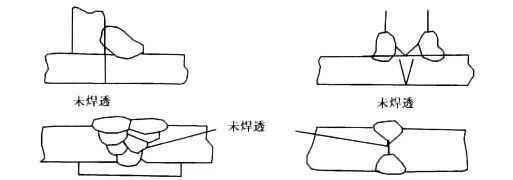
4 缺陷名称:未焊透
焊接方式 |
发生原因 |
防止措施 |
手工电弧焊 |
(1)焊条选用不当。 |
(1)选用较具渗透力的焊条。 |
CO2气体 保护焊 |
(1)电弧过小,焊接速度过低。 |
(1)增加焊接电流和速度。 |
自保护药芯焊丝 |
(1)电流太低。 |
(1)提高电流。 |
5 缺陷名称:裂纹
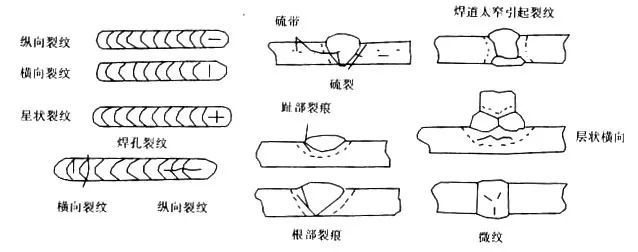
焊接方式 |
发生原因 |
防止措施 |
手工电弧焊 |
(1)焊件含有过高的碳、锰等合金元素。 |
(1)使用低氢系焊条。 |
CO2气体保护焊 |
(1)开槽角度过小,在大电流焊接时,产生梨形和焊道裂纹。 |
(1)注意适当开槽角度与电流的配合,必要时要加大开槽角度。 |
埋弧焊接 |
(1)对焊缝母材所用的焊丝和焊剂之配合不适当(母材含碳量过大,焊丝金属含锰量太少)。 |
(1)使用含锰量较高的焊丝,在母材含碳量多时,要有预热之措施。 |
6 缺陷名称:变形
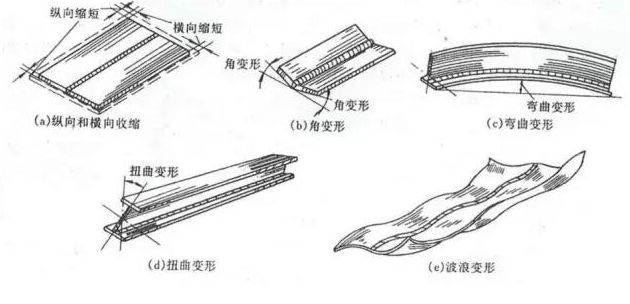
焊接方式 |
发生原因 |
防止措施 |
手焊 CO2气体保护焊 自保护药芯焊丝焊接 自动埋弧焊接 |
(1)焊接层数太多。 |
(1)使用直径较大之焊条及较高电流。 |
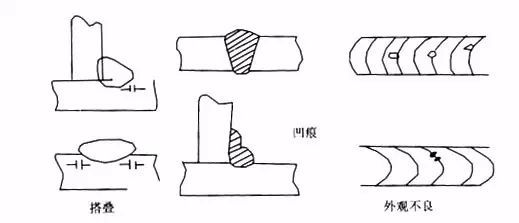
7 其他焊接缺陷
焊接方式 |
发生原因 |
防止措施 |
搭叠 |
(1)电流太低。 |
(1)使用适当的电流。 |
焊道外观形状不良 |
(1)焊条不良。 |
(1)选用适当大小良好的干燥焊条。 |
凹痕 |
(1)使用焊条不当。 |
(1)使用适当焊条,如无法消除时用低氢型焊条。 |
偏弧 |
(1)在直流电焊时,焊件所生磁场不均,使电弧偏向。 |
(1)电弧偏向一方置一地线,或正对偏向一方焊接,或采用短电弧,或改正磁场使趋均一,或改用交流电焊 (2)调整接地线位置。 |
烧穿 |
(1)在有开槽焊接时,电流过大。 |
(1)降低电流。 |
焊道不均匀 |
(1)导电嘴磨损,焊丝输出产生摇摆。 |
(1)将焊接导电嘴换新使用。 |
焊泪 |
(1)电流过大,焊接速度太慢。 |
(1)选用正确电流及焊接速度。 |
火花飞溅过多 |
(1)焊条不良。 |
(1)采用干燥合适之焊条。 |
焊道成蛇行状 |
(1)焊丝伸出过长。 |
(1)采用适当的长度,例如实心焊丝在大电流时伸出长20~25mm。在自保护焊接时伸出长度约为40~50mm。 |
电弧不稳定 |
(1)焊枪前端之导电嘴比焊丝心径大太多。 |
(1)焊丝心径必须与导电嘴配合。 |
喷嘴与母材间发生电弧 |
(1)喷嘴,导管或导电嘴间发生短路。 |
(1)火花飞溅物粘及喷嘴过多须除去,或是使用焊枪有绝缘保护之陶瓷管。 |
焊枪喷嘴过热 |
(1)冷却水不能充分流出。 |
(1)冷却水管不通,如冷却水管阻塞,必须清除使水压提升流量正常。 |
焊丝粘住导电嘴 |
(1)导电嘴与母材间的距离过短。 |
(1)使用适当距离或稍为长些来起弧,然后调整到适当距离。 |
本文来源于综合公开信息。
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

压力容器焊接缺陷、热处理类型及焊后热处理工艺参数的选择依据
压力容器在石油化工生产中占有十分重要地位。压力容器可以充当反应、交换能量、分离、塔器、贮存、运输等石油化工设备。它们具有炮炸危险,它们的安全运行直接关系企业生产和人身安全。所以压力容器产品质量历来受到国家高度重视。近十余年来,我国压力容器设计、制造,管理走上了法治管理轨道,产品质量正稳步提高。
2022-05-12
-

ASME规范,关于锅炉与压力容器焊接工艺评定的要求
焊接工艺评定工作是企业重要的质保活动,我国结合中国法规和国内实际情况参照采用ASME《锅炉压力容器规范》,适当吸收欧洲标准中的有关条款编制了适用于我国压力容器的焊接工艺评定标准NB/T 47014《承压设备用焊接工艺评定》。我们根据美国ASME锅炉与压力容器法规第九卷“焊接与钎焊评定”的有关规定,以及适用于普通钢结构的美国AWD1.1“钢结构焊接法规”有关章节的规定,简述ASME规范关于压力容器焊接工艺评定的相关要求。
2022-03-10


热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多