离心泵振动原因分析及整改措施
本文刊登于PROCESS《流程工业》2023年第7期
《离心泵振动原因分析及整改措施》
文/师红亮
本文作者杨纯麟供职于盛虹炼化(连云港)有限公司,
秦波、杨松、国军供职于抚顺化工机械制造有限责任公司
离心泵是炼厂不可缺少的转动设备动力设备,离心泵的运行状态决定了泵能否安全稳定地长周期运行,进而决定整个装置是否能够平稳运行。离心泵在运转过程中轴承位置的振动值一般采用速度有效值来表示,单位 mm/s。轴承座的振动标准执行 ISO 10816—3 或者GB/T6075.3 等相关标准。
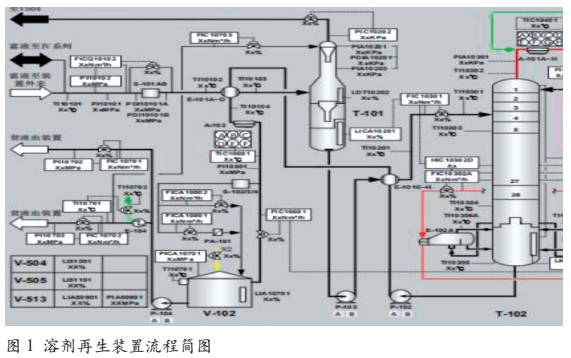
某公司硫磺联合装置有 3 套溶剂再生装置,其中 1 号溶剂再生装置处理量为 500 t/h,2 号 3号溶剂再生装置处理量为 600 t/h,工艺流程相同如图 1 所示。其 中 1 号溶剂再生装置贫液泵 P-104AB 设备型号250X250WEZ500、型式 OH2、扬程80 m、额定流量 550 m3/h、电动机功率 185 kW、电压:10 000 V 以及转速 1 480 r/min,2 号、3 号溶剂再生装置P-204AB、P304AB贫液泵额定流量为 650 m3/h、电动机功率200 kW,其他参数与 P104AB 相同。
1 号溶剂再生装置在开工初期水联运时发现 P104AB 泵在运转时轴承座水平振动值超标,通过手持式测振仪检测振值在4~13 mm/s 波动,振值波动的同时伴有“呼呼”的嗡鸣声。现场初步认为水联运初期管线内有杂物造成泵入口过滤器堵塞,导致发生这种现象。现场安排切泵,清理泵入口滤网。当切换到另一台泵运行时,发现也发生了同样的问题,而且原运转泵过滤器滤网干净没有杂物。2 号、3 号溶剂再生装置在水联运时 P-204AB/304AB 也发生了同样的问题,泵叶轮流道情况如图 2 所示。

在泵 P-104AB/204AB/304AB运转时,用巡检仪对泵轴承座进行测振,通过巡检仪自带的频谱功能,发现每台泵振值的高点都是在 150 Hz 附近,如图 3 所示,这几台泵的转速都是 1 480 r/min,所以 6 倍频高,结合泵的叶轮为 6流道,所以现场泵的振动问题初步判定为叶片通过频率故障。

故障原因分析及制定措施
现场泵或者风机叶片流道通过故障主要有以下几个方面:一是动刚度不足,即设备或与其相连管道的动刚度不足,在压力脉动作用下,出现振动放大效应,表现为叶片通过频率振动十分剧烈。
二是运行环境恶化,比较常见的是泵未在设计流量下运行,即偏流量(小流量)运行。泵的叶轮(流道、轮径等)、涡舌等过流部件是按照额定流量来进行设计的,流体由流道流出与涡舌相互作用产生一个压力脉动(频率是流道数 × 转频),这个压力脉动与叶轮外沿流体的切线速度平方成正比,当泵偏离设计运行工况时,流体可能会产生旋涡或脱流现象,导致产生较大的压力脉动,进而引发叶轮叶片通过频率的振动;还有泵在运转过程中产生的频率与泵及附属管线固有频率相吻合产生共振,导致泵产生振动;另外如果泵的管道设计不合理,在管线中生产速度突变或者紊流,会引发叶片通过频率。
根据这 6 台泵的运行状况和对叶片流道频率的分析,制定了以下几个整改措施,并进行逐一排除:1. 检查泵在运行时是否存在偏离设计工况的情况,即是否存在偏流量问题。2. 是否存在入口流量不足的问题,即泵入口过滤器是否堵塞、滤网是否过细、入口管径是否合适。3. 检查泵进出口管线是否有应力。4. 是否存在共振问题。5. 泵的叶轮设计是否存在问题,泵进出口管线设计是否存在问题。
处理过程
对 1 号溶剂再生装置的P104AB 两台泵进行测试,振动图谱如图 4、图 5 所示,泵的额定流量为 550 m3/h,最小连续稳定流量为 200 m3/h,现场泵运行后我们调整泵流量在 300~500 m3/h,泵在运行时依然出现周期性振动,然后对 A 泵和 B 泵都进行了测量。切泵的时候检查了原运转泵的入口滤网,滤网很清洁没有杂物,然后将滤网撕去,再次运行时还是没有好转。

贫液泵 P104AB 入口法兰是DN250,入口管线 DN400,与设计院沟通 DN400 的管径是否存在设计过小或者管线设计是否会产生紊流现象,导致入口流量不足,同时也咨询泵入口膨胀节厂家入口膨胀节是否会有节流现象,经过设计和厂家的核算排除了这两种可能。
对于 6 台泵都出现了同样的问题,我们倾向于泵或者管路系统的设计问题,我们把泵厂的服务人员请到现场共同分析这个问题,厂家建议检查泵进出口的管线应力问题。在配管时这 6 台泵的进出管线已做消应力处理,数值在 0.05 mm之内满足标准要求。抽查了一台泵管线应力情况如图 6、图 7 所示,在泵带介质运行后泵进出口管线确实出现了位移,但是位移量不大,重新调整后,再次运行时泵还是出现这种周期性振动。

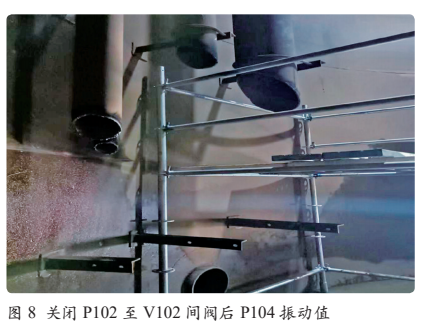
然后对电动机和泵地脚也进行了检测,泵体底座已进行了 3 次灌浆,最后认为这个振动的产生与泵的刚度没有关系,根据公式A=F/K,F 可以表示应力、流体力、介质自身的激励等,对于这种周期性振动与流体力关系很大。现场的工艺流程为:T101→P103→T102→P102→V102 → P104 → T101 详见图 1 溶剂再生流程。检查时发现 P104 泵的入口罐 V102 也有轻微的振动,检查了整个流程后,对运行工况做了一些调整,将 V102 液位提升至高位,降低 T102 塔的液位,关闭P102 至 V102 的阀门,关闭阀门的瞬间 P104 的振动值降至 1.3 mm/s,如图 8 所示,发现了问题的所在,P102 至 V102 间的回流对 P104 泵产生的冲击。
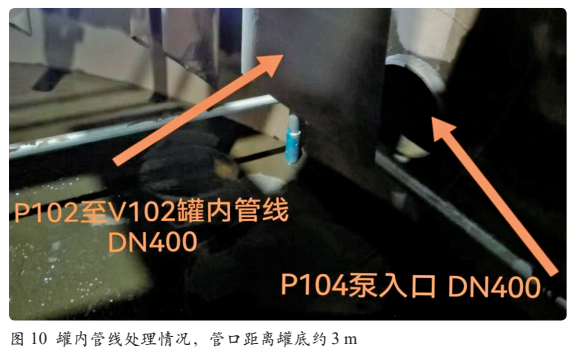
发现问题所在之后,将 V102内介质排空,进入罐内检查发现,P102 到 V102 的管线深入到 V102罐内,如图 9 所示,直接挡在了泵 P104AB 的入口处。在回流过程中流体内夹杂着气体,气液混流对泵入口处也造成冲击,同时使泵吸入口不畅通,造成泵吸入的流体不稳定,流体对叶轮流道造成冲击,进而产生周期性振动。

整改措施及运行情况
经与设计院反馈,出具变更手续,将罐内的 4 根管线割掉2 ~ 3 m 如图 10 所示,避免回流对泵的入口产生影响。整改后再次运行 P104AB 泵状态良好,振动值均小于2.8 mm/s。我们将2号、3 号再生装置 V202、V302 也进行了改造,P204AB、P304AAB 也运转良好,振值符合标准要求。
结语
引起泵振动的因素很多,借助先进检测设备可以有效地判断故障的类型,进而有针对性地进行分析,列出可能引起振动的原因,按照由易到难进行逐条验证处理,最终找到解决办法,消除故障。
本文系“流程工业”首发,未经授权不得转载。版权所有,转载请联系小编授权(id:msprocess)。本文作者杨纯麟、秦波、杨松、国军,本文作者杨纯麟供职于盛虹炼化(连云港)有限公司,秦波、杨松、国军供职于抚顺化工机械制造有限责任公司,责任编辑胡静,责任校对何发。本文转载请注明来源:流程工业
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-
一步法合成 2 -氯乙醇的工艺及装置改进
50% 和 99% 级别的 2 -氯乙醇生产工艺及装置创新改进及实例分享——本文对 2 -氯乙醇的物化性质、主要用途作了简单说明,着重论述了对 50% 级别 2 -氯乙醇合成工艺及装置和 99%级别 2 -氯乙醇合成工艺及装置的创新改进,并对 2 -氯乙醇的共沸精馏工艺及装置也进行了详述。
2023-07-28
-
铸造可持续发展的 “钢铁之心”
专访 Alleima 合瑞迈管材事业部中国区销售总监兼亚太区市场经理 Glenn Darley——作为先进不锈钢和特种合金高附加值产品以及工业加热产品的制造商,Alleima 合瑞迈携多款产品与先进技术解决方案亮相 2023 中国国际管材展览会(Tube China 2023),展品涵盖换热器管、液压仪表管、超级奥氏体不锈钢 Sanicro® 35、高压管、航空航天用管材等。
2023-07-27
-

持续赋能流程行业的可持续未来
2023 恩德斯豪斯全球论坛侧记—— 2023 年 6 月 26 ~ 28 日,Endress+Hauser 集团在其总部瑞士巴塞尔举办了盛大的全球论坛,欢庆集团成立 70 周年,本次论坛以“可持续发展战略决策”为主旨,与千余名来自全球的客户、合作伙伴和专家齐聚一堂,深度剖析脱碳、能源转型、循环经济、资源利用和能效管理等热点话题,共商流程行业的可持续转型之路。
2023-07-27



热点文章
-

《生物基纤维及其应用》序言&目录
2026-07-27
-

《中国石化和化工产品出口巡礼》序言&目录
2026-07-14
-

《国内外储能市场与储能电池的技术进展与开发》序言&目录
2026-07-14
-

万华、台塑、荣盛、恒力、盛虹、桐昆、恒逸、新凤鸣等,上榜2026全球化工企业50强
2026-07-09
-

中国大幅削减原油进口在一定程度上抑制了价格
2026-07-20
-

总投资约222亿元,百万吨乙烯及高端化工新材料项目环评公示
2026-07-09
-

《通过微藻培育实现 CO₂转化制备液体燃料的综述》目录&前言
2026-07-20
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多