技术分享|上海石化渣油加氢装置加热炉综合改造分析
渣油加氢加热炉存在过剩氧含量高,辐射室氧含量波动大,排放烟气NOx浓度高以及加热炉排烟温度高、热效率低等问题。针对以上问题对加热炉系统进行了综合性改造:增设APC(先进过程控制),加热炉负压及氧含量波动明显减小,使得加热炉运行更为稳定;更换低氮燃烧器,排放烟气NOx的质量浓度由80.43 mg/m3降低到24.66 mg/m3,远低于国家排放标准(100 mg/m3);将热管式空气预热器升级为钢板-铸铁板组合式空气预热器,夏季排烟温度由130 ℃以上降低到115 ℃左右,加热炉热效率上升明显。经过一系列的改造,渣油加氢装置加热炉各项运行指标均得到优化,达到了节能环保的改造目的。
渣油加氢装置加热炉综合改造分析
文/刘 荣
(本文作者供职于中国石化上海石油化工股份有限公司炼油部)
加热炉的燃料气消耗在炼油装置能耗中占有相当大的比例,少则20%~30%,多则80%~90%,加热炉技术水平及操作性能极大地影响着炼油装置的能源消耗水平。因此,提高加热炉热效率,降低燃料气消耗,对降低能耗具有十分重要的意义。其燃烧过程产生的NOx是大气主要污染物之一,温室效应是CO2的200倍,同时参与臭氧层破坏,也是形成光化学烟雾的主要组分。GB 31570—2015《石油炼制工业污染物排放标准》规定:现有企业自2017年7月1日起执行工艺加热炉烟气中NOx排放浓度不超过150 mg/m3(质量浓度,下同)的限值,新建企业自2015年7月1日起执行该标准,特别地区执行排放浓度不超过100 mg/m3的排放限值。因此,减少烟气中的NOx,实现加热炉节能减排是当务之急。
1、渣油加氢装置加热炉系统简介
中国石化上海石油化工股份有限公司3.9 Mt/a渣油加氢装置共有3台加热炉,分别是A系列反应进料加热炉(F-1101),B系列反应进料加热炉(F-1801)和分馏塔进料加热炉(F-1201)。其烟气及空气工艺流程如图1所示。该加热炉能耗占装置总能耗的55.51%,是装置节能减排的关键设备。F-1101/1801采用双室双面辐射水平管纯辐射箱式炉,加热介质为渣油、氢气和微量硫化氢,介质分两管程进入辐射室,烟气通过水平烟道进入F-1201对流室底部,在对流室内加热0.4 MPa和1.3 MPa过热蒸汽。F-1201采用单排管单面辐射对流-辐射型圆筒炉,加热介质为石脑油、柴油、渣油和微量水,介质先经对流室预热,再进入辐射室加热。3台加热炉共用一套余热回收系统,来自F-1201对流室的热烟气经空气预热器与冷空气换热后,引入独立烟囱排入大气。装置烟气CEMS(排放连续监测系统)取样位置位于独立烟囱加热炉烟气直排点上方。
2、渣油加氢加热炉存在的问题
2.1 过剩氧含量高
加热炉燃料气不可能在化学平衡空气量(即理论空气量)下完全燃烧,需要在过剩一定量空气的条件下才能完全燃烧。在实际操作过程中,如果过剩空气量增加,排烟时大量的过剩空气会将热量带走排入大气中,造成烟气排烟损失增加,加热炉热效率降低。过剩空气量过大时,还会加速炉管和内构件氧化,增加对流段吸热量,促进SO2向SO3转化,加剧烟气低温露点腐蚀等。
空气预热器热管老化失效,将导致空气漏至烟气,加热炉负压波动大,风门调整不及时,看火门、人孔门、直排烟道挡板等关闭不严,都将导致炉膛过剩氧含量高,排放烟气氧含量高。
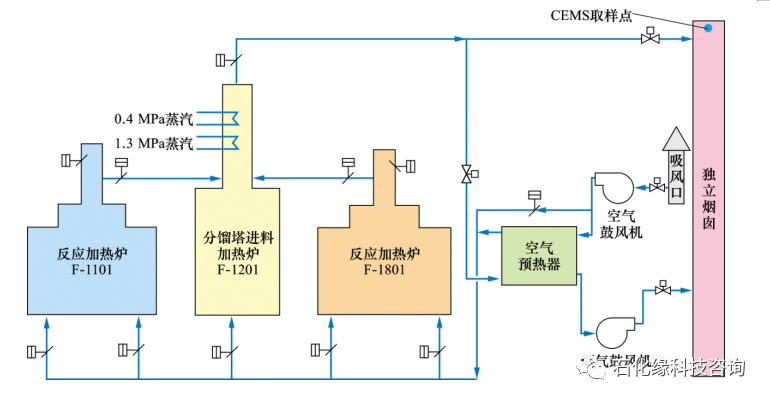
图1 加热炉烟气及空气工艺流程
2.2 烟气NOx含量高
GB 31570—2015中“大气污染物特别排放限值”对工艺加热炉污染物排放浓度做出限制:SO2限值50 mg/m3,NOx限值100 mg/m3,颗粒物限值20 mg/m3。目前装置排放烟气中SO2和颗粒物均远低于排放限值,但NOx受燃料气组成影响,特别是燃料气采用催化干气、渣油加氢低分气等高热值气体时,烟气NOx处于超标状态。比较C2回收干气并网(工况1)、催化干气并网(工况2)、渣油加氢低分气并网(工况3)3种工况下加热炉燃料气组成和CEMS监测NOx实际排放浓度,如表1和表2所示。
表1 加热炉燃料气组成
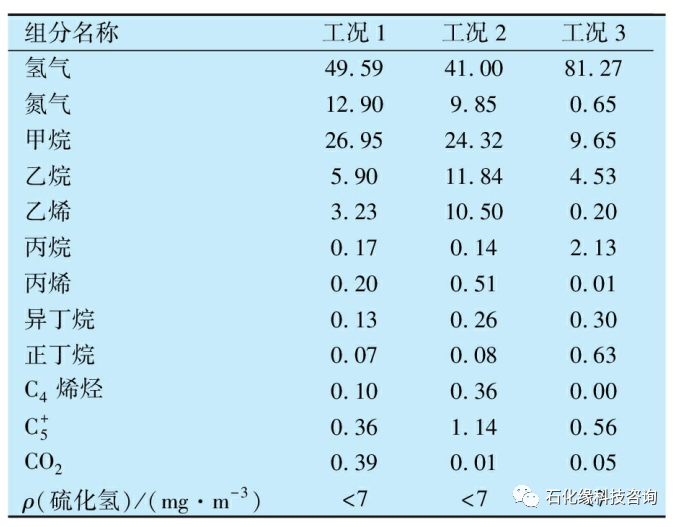
由表1和表2可以看出,在工况1下,CEMS监测NOx排放浓度为80.43 mg/m3,满足GB 31570—2015要求,但运行工况2或工况3时,烟气NOx排放浓度大大超过了现有国家标准规定值,属于严重超标排放。为满足标准要求,亟需对加热炉进行排放达标改造。工况1为装置的主要运行工况,其他两个工况运行时间较少,故文中以下数据均以工况1为基准对象。
表2 CEMS监测NOx实际排放浓度

2.3 加热炉热效率低
据统计:当加热炉的热效率高于90%时,排烟的热量损失占总热量损失的70%~80%;当热效率在70%左右时,排烟热量损失占总热量损失将超过90%,由此可见,降低排烟温度,减少排烟热量损失,对提高加热炉热效率作用明显。
该装置采用热管式空气预热器,排烟温度受环境气温影响大,F-1101/1201/1801平均排烟温度为127 ℃,夏季排烟温度达到130 ℃以上,对加热炉热效率影响较大,装置近三年加热炉热效率检测数据见表3。由表3可以看出,冬季热效率明显高于夏季热效率,在同等条件下,加热炉平均热效率呈下降趋势,主要原因是空气预热器热管失效快,失效速率约为每年5%,排烟温度逐年上升,无法满足节能要求。
表3 近三年加热炉热效率检测数据
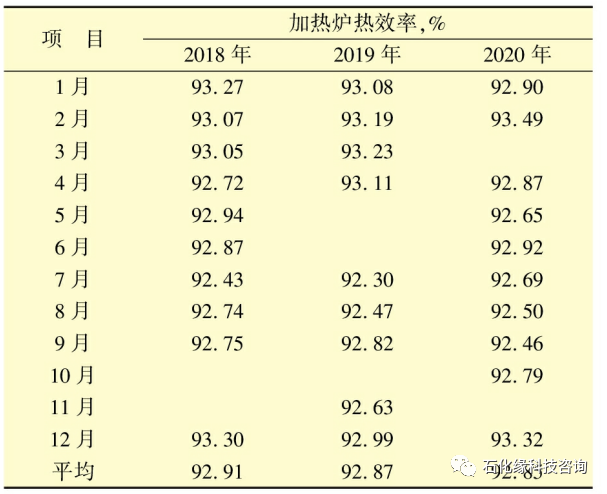
注:部分月份因单系列停工检修未进行加热炉热效率测试。
3、渣油加氢加热炉改造方案
3.1 APC改造
APC(先进过程控制)用多变量模型来描述过程的动态,以过程输出轨迹与希望轨迹的模型预测差距作为控制指标,以求得最优生产控制方案。为了解决加热炉过剩氧含量高、炉膛负压波动大等问题,在2018年基于APC项目对加热炉增加了配风控制器,其主要操作变量和被控变量见表4。
3.2 低氮燃烧器改造
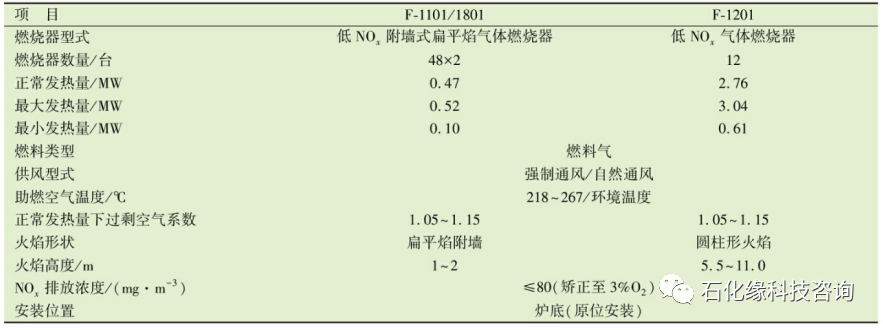
装置改造选用低NOx燃烧器,其中F-1101/1801选用低NOx附墙式扁平焰气体燃烧器,F-1201 选用低NOx气体燃烧器。两种燃烧器发热量不同,火焰形状及高度不同。加热炉燃烧器改造设计基础数据如表5所示。
表4 配风控制器主要操作变量(MVs)和被控变量(CVs)
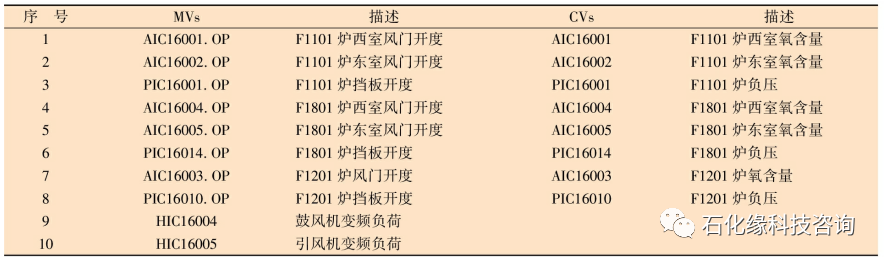
表5 低氮燃烧器改造设计基础数据
3.3 空气预热器改造
根据计算,冷空气在预热器中温度每升高 1.5 ℃,排烟温度可降低1 ℃,若冷空气预热温度升高150~160 ℃,则排烟温度可降低110~120 ℃,加热炉热效率提高7.0%~7.5%,节约燃料11%~12%。改造余热回收系统更新空气预热器,采用高温段(钢板式)和低温段(铸铁板式)组合的型式,其设计基础数据见表6。
表6 空气预热器设计基础数据
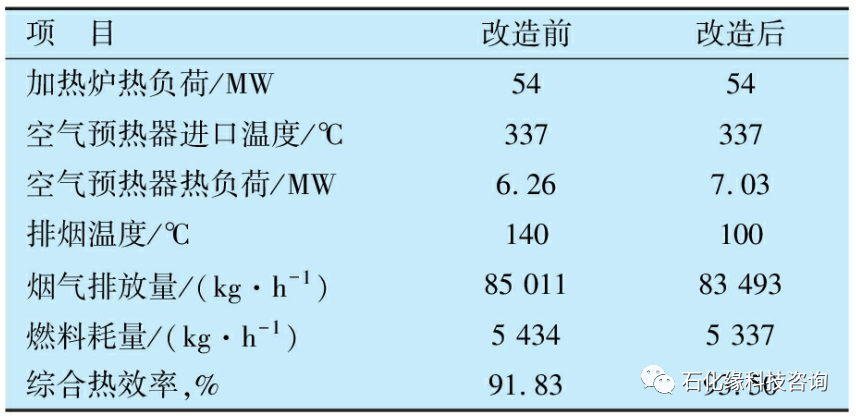
改造后排烟温度设计为100 ℃,计算和实测露点温度70~75 ℃,环境温度在15 ℃以上时,烟气无冷凝水,否则会有少量烟气冷凝水,需要及时稀释排放,改造后加热炉热效率提高到93.50%。
4、改造效果分析
4.1 APC改造效果
2018年3月渣油加氢装置APC 正式投用,其中加热炉配风控制器通过各炉膛风门和烟道挡板,鼓风机和引风机变频等控制手段,在稳定炉膛负压、烟气氧含量的基础上,降低了加热炉烟气的氧含量。
加热炉系统经APC改造后,加热炉负压标准偏差由9.07 kPa降低至5.93 kPa,降幅34.62%,加热炉氧含量标准偏差由0.46%降低至0.24%,降幅47.83%,取得了良好的改造效果。
4.2 低氮燃烧器改造效果
根据装置运行周期,装置分3次更换3台加热炉的火嘴,其中F-1801的低氮燃烧器于2018年11月改造完成,F-1101的于2019年4月改造完成,F-1201的于2021年5月改造完成,装置CEMS监测NOx排放浓度也实现了三连降,具体变化情况见表7。
表7 CEMS NOx排放浓度变化
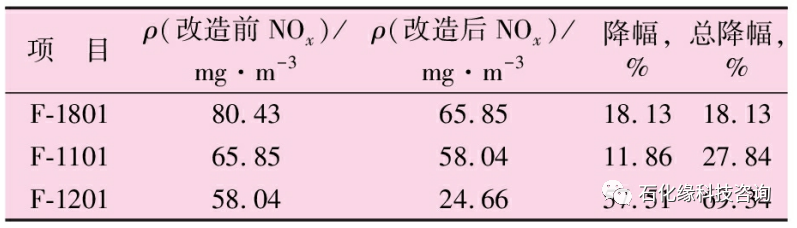
由表7可以看出,经过3次改造,CEMS监测NOx排放浓度从80.43 mg/m3下降至24.66 mg/m3,远低于国家排放标准(100 mg/m3),其中F-1201对烟气的NOx排放浓度贡献最大,改造效果最为明显。
4.3 空气预热器改造效果
利用渣油加氢装置2021年4—5月二阶段大修停工检修机会,对空气预热器进行了整体更换。新空气预热器为钢板-铸铁板组合式,高温段为钢板模块,低温段为铸铁模块,钢板模块置于铸铁模块上方。烟气从上往下垂直流动,空气分为3管程,水平流动,与烟气形成正十字交叉换热,其结构见图2。
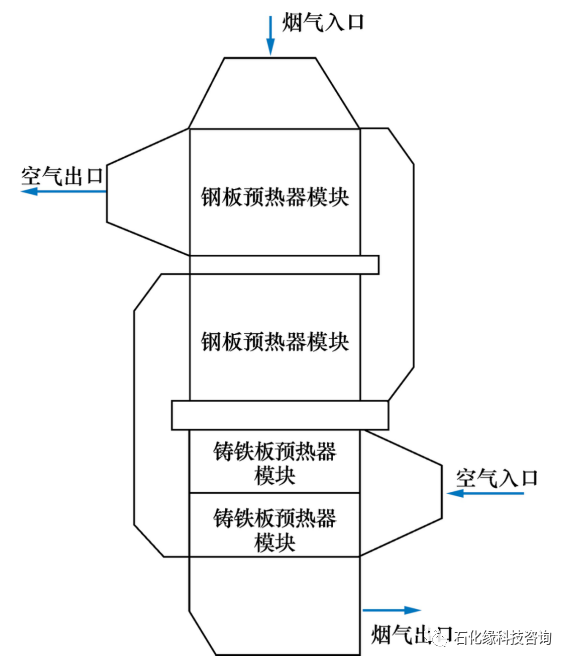
图2 新空气预热器结构
新空气预热器于2021年6月正式投用。投用后热空气温度由改造前的240 ℃提高至250 ℃,排烟温度由改造前的127 ℃降至115 ℃左右。2021年6月和7月的加热炉热效率分别为93.31%和93.17%,和上一年同比分别增加0.39%和0.48%。加热炉热效率明显提升,但相较于93.5%的设计值还有一定的差距,排烟温度仍然偏高。主要原因如下。
(1)反应炉直排烟道关闭不严的问题没有解决。经采样分析,各加热炉辐射室的氧体积分数在1.2%~1.5%左右,而烟囱CEMS数据显示烟气氧体积分数已高达4%,表明有部分空气通过对流室进入了烟气系统,使烟气量比实际燃料气产生的烟气量多,造成空气预热器换热不平衡,排烟温度增加。
(2)空气预热器的冷空气旁路存在内漏。由于冷空气旁路调节阀的尺寸为1 267 mm×922 mm,与预热器入口主风道流通截面相同,旁路始端在空气预热器入口附近。数据显示,经空气预热器换热后的空气从常温加热至250 ℃,核算排烟温度应该在100 ℃左右,实际为115 ℃,表明旁路阀门漏风,部分空气未经空气预热器加热,导致排烟温度升高。
(3)空气预热器高温段模块换热能力不足。运行数据显示,高温段模块温度从269.89 ℃降低到202.85 ℃,温差为67.04 ℃,低温段模块温度从202.85 ℃降低到115.18 ℃,温差为87.67 ℃,而高温段模块换热面积是低温段模块换热面积2倍左右,表明高温段换热面积明显不足,可能存在内漏或者烟空气通道阻挡塞,影响高温段换热,最终影响排烟温度。
5、结 论
(1)通过APC改造,氧含量和炉膛负压的波动明显减小,其中加热炉负压标准偏差降低了34.62%,氧含量标准偏差降低了47.83%,取得了良好的改造效果。
(2)通过低氮燃烧器改造,CEMS监测NOx含量明显下降,从改造前的80.43 mg/m3降至改造后的24.66 mg/m3,远低于国家排放标准,下降幅度达69.34%。
(3)通过将热管式空气预热器升级为钢板+铸铁板组合式空气预热器,加热炉热效率有了明显的提升,但相较于设计指标还有一定差距,对于存在的问题在接下来的运行过程中要逐步解决,进一步降低排烟温度,提高加热炉热效率。
本文来源于“流程工业”微信公众号。
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-

加速复工,上海石化首套大丝束碳纤维生产线7月交工
上海市重大工程项目——上海石化“2.4万吨/年原丝、1.2万吨/年48K大丝束碳纤维”项目,正加速复工复产,力争国内首套单线年产能2000吨的48K大丝束碳纤维生产线于7月18日实现工艺路线全面贯通。
2022-05-19
-

华谊集团、东华能源、上海石化、金发科技等多个重点石化、化工上市企业2022年第一季度业绩盘点
临近2022年4月底,东华能源、金发科技、华谊集团、上海石化等众多上市石化、化工企业纷纷发布2022年第一季度报告。下面小编带您一起盘点一下。
2022-05-03
-
上海石化芳烃部加氢裂化进料泵密封改造经验分享
中石化上海石化芳烃部加氢裂化进料泵GA101是加氢裂化装置的关键设备,该泵由BYRONJACKSON公司设计制造,于1984年10月投入使用。
2021-11-26

热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多