中石化催化裂化装置碳排放特征及减排措施分析!
(1.中石化石油化工科学研究院有限公司;2.中国石油化工股份有限公司炼油事业部)
摘 要:对50余套催化裂化装置20年来碳排放量、碳排放强度及不同排放工质的碳排放情况进行了统计分析,结果表明近年来我国催化裂化装置节能降耗、低碳绿色生产成效显著,进而明确了催化裂化装置碳排放特征,并从原料优化、催化剂选择、工艺操作调整、能量利用效率提升、碳捕集技术实施等方面提出炼化企业催化裂化装置的碳减排方案,助力“双碳”目标实现和能源转型及清洁化生产。
随着炼化企业规模化和炼化一体化水平不断提升,全国炼油厂平均规模已提高至4.97 Mt/a,但与世界炼油厂的平均规模7.59 Mt/a相比仍存在一定差距[1],中国炼油行业保持着强盛的发展势头,世界炼油格局已呈现亚太、北美和欧洲三足鼎立之势,亚太地区石油炼制能力超过欧美发达地区[2]。实现碳达峰和碳中和是推动高质量发展的内在要求,“双碳”目标的提出,将对我国炼油行业带来深刻影响和挑战,提高油品附加值、提高重劣质油资源的利用率、降低能耗、低碳环保和提高智能化水平等已成为炼油行业持续发展和提高盈利水平的主要举措[3]。据报道,目前中国是世界最大的CO2排放国和全球第一大CO2排放经济体[4],碳减排任务十分艰巨。《国务院关于完整准确全面贯彻新发展理念做好碳达峰碳中和工作的意见》中指出能源低碳化转型已成为全球范围内的大趋势[5-6]。炼油行业是温室气体排放的重点来源,作为典型的流程工业体系,炼油行业不仅碳排放总量较大,而且制约因素多,面向“双碳”目标要求,实现碳达峰碳中和时间紧、任务重[7-8],碳减排成为未来炼油行业发展的难点和重点。
中国每年在石油加工环节中排放的CO2总量约500 Mt,碳减排任务紧迫而严峻,在“双碳”目标驱动下,炼油行业的高质量发展需综合考虑碳减排与经济效益[9]。炼油行业碳排放主要来自包含生产过程的能源消耗燃烧排放和工艺排放在内的直接排放以及外购电和热的间接排放[4]。已经开展的研究表明[9],炼油厂CO2排放中直接排放占90%~95%,其中燃料燃烧排放又占直接排放的60%左右,来自催化裂化装置的催化剂烧焦、制氢装置等工艺过程的CO2排放占直接排放的40%左右。催化裂化是炼油工艺过程中将重质原料转化成高辛烷值汽油等燃料油的最重要的二次加工过程,在我国重油加工过程中起着重要的作用。同时,催化裂化烧焦排放过程,也造成该装置成为炼油厂主要的碳排放环节之一。近年来,我国炼油厂加工重质劣质原油的量不断增加,造成催化裂化装置进料性质劣质化,进而增加了催化裂化催化剂结焦,使其碳排放增加。以往催化裂化装置气体排放的环保减排研究,更多的是针对烟气SOx和NOx减排方向[10-13],对于催化裂化碳排放的核算和分析较少,本课题基于多年来积累的技术数据和专业经验,进一步针对催化裂化碳排放(文中均为CO2排放)核算开展分析研究。
1 催化裂化装置碳排放计算方法
催化裂化装置的碳排放计算方法主要参考国家市场监督管理总局和国家标准化管理委员会联合发布的《综合能耗计算通则》及工业和信息化部发布的《石油化工企业CO2排放量计算方法》(SH/T 5000—2011)[14-15]。
碳排放核算根据不同碳排放工质的热值和对应的CO2排放因子进行计算,计算式如下:
∑CEi=∑[FQi×(HVi×1 000)×(EFi/1 000)]
(1)
式中:CEi为统计期内某种碳排放工质所产生的CO2排放量,t;FQi为统计期内该种碳排放工质的用量,t;HVi为该种碳排放工质的低位热值,MJ/kg或MJ/m3;EFi为该种碳排放工质的CO2排放因子,kg/MJ。
对于催化裂化装置催化剂烧焦的CO2排放,采用统计期间内的实际焦炭燃烧数量进行计算(文中生焦数据进行了基于热平衡和烟气组成标定数据的计算与统计数据的对比核算),并假设焦炭完全燃烧为CO2,计算式如下:
![]()
(2)
式中:PE为统计期内烧焦产生的CO2排放量,t;CC为统计期内烧焦量,t;CF为统计期内焦炭中的碳质量分数,%。
2 数据样本分析
文中催化裂化装置碳核算范围仅限定于催化裂化单元装置,包括反应、再生、分馏、吸收稳定、主风机和烟气透平、余热锅炉、气压机、余热回收等部分,不包括水处理和产品精制部分。
选取国内50余套催化裂化装置为样本,时间跨度涵盖了近20年的数据积累;装置设计加工能力从120 kt/a到4.20 Mt/a;工艺类型包括多产异构烷烃的催化裂化工艺技术(MIP及MIP-CGP)、常规催化裂化(RFCC)、灵活高效催化裂化(FDFCC)、催化裂解(DCC)、LCO选择性加氢-催化裂化生产高辛烷值汽油或芳烃料技术(LTAG)等;反应-再生单元装置结构包括同轴式、高低并列式等;再生方式包括快速湍流床完全再生、两段式完全再生、单段再生及部分再生等形式;加工原料类型包括蜡油、掺渣油、加氢重油、掺二次馏分油等;操作方式包括单程和回炼操作等。文中选择的装置数据样本基本涵盖了国内从小到大不同加工规模、不同工艺类型、不同装置结构、不同再生方式、不同原料类型、不同操作方式的催化裂化装置,具有相当的系统性和代表性,为客观、科学地认识催化裂化装置碳排放特征奠定了坚实的实践数据基础。
行星齿轮轴渗氮后,表面化合物层疏松组织不合格,试验过程中受到外力,形成裂纹源,并进一步向中心区域扩展导致完全断裂。
3 装置碳排放总量分析
据报道[16],不同类型炼油厂催化裂化装置的碳排放量占炼油厂碳排放总量的比例相差较大,一般地催化裂化装置碳排放量在燃料型炼油厂中占比约为30%;在炼化一体化炼油厂中占比约为15%,约为燃料型炼油厂的一半。随着原油价格的不断攀升以及催化裂化原料的日益重质化,催化裂化碳排放问题成为了制约炼油厂绿色发展的关键问题,同时装置节能减排的重要性也尤为突出。
基于对50余套催化裂化装置技术数据的分析核算,其年度碳排放量变化以2002年的碳排放量为基准,核算出的碳排放量变化率如图1所示。在2012年前,催化裂化装置的碳排放总量变化幅度基本在-1%~7%范围内,期间加工量持续增长,增幅达到44.36%,而装置综合能耗也相应明显降低,降幅为28.3%,同时装置的焦炭产率也相应降低,变化率为10.7%。可见,能耗和焦炭产率的持续降低有效保障了在加工量增长的情况下,碳排放总量变化相对缓和;在2013年至2017年期间,催化裂化装置加工能力增幅上升至72.2%,在该过程中碳排放量也呈现明显增加趋势,至2017年碳排放量达到峰值,相比于2002年的碳排放量增长了约26.4%,相比于2012年增长了23%左右,期间综合能耗略有增加,增幅约为5%,而焦炭产率也呈现出先增后降整体增加的趋势,所以导致在加工量增加的情况下,碳排放量呈现明显增加的趋势。2018—2020年随着炼油厂节能降耗工作的进一步深入,能耗较2017年下降了8%~10%,同时焦炭产率仅有1%的小幅增加,加之新能源行业的发展和近两年受新冠疫情影响燃料油市场的萎缩,使装置加工量有所降低,导致催化裂化装置碳排放量呈现波动式降低趋势,2020年的碳排放量已经降至十年前水平,相比于2002年的碳排放量增加不足5%。装置碳排放量随着装置的加工量增加而增加,二者呈现出较好的正相关性,同时综合能耗和焦炭产率与碳排放量呈现负相关性,说明有效降低装置能耗和焦炭产率是降低催化裂化装置碳排放的有效手段,但是装置能耗和焦炭产率不可能无限制降低,随着节能和低生焦技术的广泛应用和实施,优化的空间日渐减小,为催化裂化装置碳减排任务增加了较大难度。

以上述催化裂化装置2020年的生产运行数据为基础计算得知:装置CO2排放量平均值约为241 kt/a,排放量最大的约为534 kt/a,排放量最小的约为85 kt/a,各装置之间在碳排放量上存在较大的差距,加工规模差异是造成碳排放量差距的主要原因之一。国内50余套催化裂化装置碳排放量分布见表1。由表1可见,碳排放量0.4 Mt/a以上的装置CO2排放总量大约为2.24 Mt/a,约占样本装置碳排放量的19.4%。碳排放量在0.2~0.4 Mt/a的装置CO2排放总量约为6.182 Mt/a,约占样本装置碳排放量的53.4%。碳排放量在0.2 Mt/a以下的装置CO2排放总量约为3.152 Mt/a,约占样本装置碳排放量的27.2%。可见,从装置碳排放量来看,目前研究样本中单套装置碳排放量在0.4 Mt/a以上的并不多,大部分装置碳排放量在0.2~0.4 Mt/a之间。

鉴于单个炼油厂中存在多套催化裂化装置的情况,计算了各炼油厂多套催化裂化装置的碳排放总量,结果见表2。由表2可见,目前催化裂化装置CO2排放量在0.5 Mt/a以上的炼油厂累积的碳排放量约为4.348 Mt/a,约占统计样本总碳排放量的37.6%。碳排放量在0.3~0.5 Mt/a的装置CO2排放总量约为5.385 Mt/a,约占统计样本总碳排放量的46.5%。催化裂化装置碳排放量最大的炼油厂总碳排放量约为0.748 Mt/a,其3套催化裂化装置加工能力累计达到5.80 Mt/a。同时,碳排放量最少的炼油厂催化裂化装置的碳排放量约为0.108 Mt/a,其催化裂化装置的加工能力仅有0.50 Mt/a。

催化裂化装置碳排放主要来自生产过程的能耗以及工艺过程的烧焦,这是因为催化裂化反应是在高温、气相条件下进行,需要大量高温热源,而反应生成的焦炭需要在再生器内燃烧并放出大量高温热,构成了总输入能的大部分,甚至超过总输入能。同时,驱动主风机、气压机及机泵也需要大量高能级的能量。因此催化裂化装置在能量使用方面的最大特点是整个过程的总输入能量大。此外,催化裂化装置在用能方面还具有用能质量要求高、能量自给率高、蒸汽用量大、动力消耗大和低温余热多等特点。值得关注的是,催化裂化装置反应需要的热量全部或大部分由焦炭燃烧热提供,主风机动力的全部或大部分也可以由烟气轮机供给,装置使用的蒸汽全部或大部分来源于自产蒸汽。正是催化裂化工艺过程用能的这些特点,决定了催化裂化装置碳排放的特点和影响因素。
按照上述碳排放计算方法,催化裂化装置的碳排放计算结果取决于计入碳排放的工质种类与折算系数,目前尚未形成统一的装置碳核算计算标准和方法,因此,不同计算方法的同类装置、单元的实物消耗即便相同,但其碳排放量和排放因子可能差别较大,不能直接对比。现用方法的碳排放主要分为烧焦排放、电排放、水排放、风排放、气体和蒸汽排放以及低温输出热等几个主要方面。本课题进行碳排放计算的碳排放工质详见表3,共计包括7大类,20余小项。

基于国内多套催化裂化装置生产运行月度技术数据的整理、分析和核算,各类碳排放工质在装置碳排放中的比例分布和影响程度相差较大,碳排放各产生环节及排放量占比变化见图2,从各类工质碳排放影响上看,装置烧焦占比大于90%,处于绝对主导地位;其次为由烧焦中取热产生的各类蒸汽,属于装置能量回收部分;电的比例居于第三位,但占比不足5%;输出热、水和燃料气的占比依次降低,风及气体占比相对较小,不足1%,对装置整体碳排放的影响程度较小。由于催化裂化装置在用能方面具有能量自给的特性,故催化烧焦产生的过剩热量可以通过产生蒸汽和输出热量的方式加以利用,经计算能量回收的自产蒸汽和外输热量碳排放量约占烧焦碳排放总量的30%左右,扣除此部分后,烧焦排放在装置总碳排放的比例约为63%。从不同碳排放工质的影响程度可见,有效降低催化裂化装置碳排放的核心是减少装置生焦和提高能量回收利用率。

4 碳排放强度分析
由于装置碳排放量与装置的加工量密切相关,若要更为科学和系统地分析装置碳排放状况,还应该考虑单位加工量下的装置碳排放量,即碳排放强度的变化。
基于对近20年国内50余套催化裂化装置技术数据的分析核算,其碳排放强度变化如图3所示。在2011年前,催化裂化装置的碳排放强度基本呈现逐步降低的趋势,由2002年的0.255 kg/t逐步降低至0.18 kg/t左右;在2011—2017年间碳排放强度呈现小幅增加,大体稳定在0.18 kg/t附近,其后随着炼油厂节能降耗工作的深入开展,催化裂化装置综合能耗进一步降低,使得装置碳排放量强度相应降低,2020年的碳排放强度已经降至近20年的最低值,约为0.162 kg/t。

以2020年国内50余套催化裂化装置的生产运行数据为基础,经计算得知:单套装置碳排放强度最大的约为0.39 kg/t,碳排放强度最小的约为0.11 kg/t,二者在碳排放强度上存在接近4倍的差距。对比影响两套装置碳排放强度的主要因素(见表4)发现:碳排放强度大的装置加工能力仅有250 kt/a,原料残炭为5.8%,焦炭产率为9.3%,相对较高,转化率高达85.0%,能耗高达109.4 kgEO/t(1 kgEO=41.8 MJ);碳排放强度小的装置加工能力为3.0 Mt/a,是前者的12倍,原料残炭为1.5%,较前者降低4.3百分点,焦炭产率为5.4%,低于前者3.9百分点,转化率为74.8%,相对适中,低于前者10.2百分点,能耗仅有32.2 kgEO/t,约为前者的30%。可见,装置规模越大、原料残炭越低、采用适中的反应深度以及低能耗运行是减小装置碳排放强度的有效途径。

5 催化裂化碳减排路径分析
影响装置碳排放强度的因素主要包括:装置规模、原料性质、焦炭产率和反应转化深度以及装置综合能耗等,可见催化裂化装置碳减排路径应从如下几方面入手。
5.1 原料优化
催化裂化原料来源广泛,从馏分油到重油。我国拥有多套处理高残炭和高金属含量原料的重油催化裂化装置,相应地也造成了这些装置的高生焦和高碳排放。通常在综合考量装置和全厂效益可行的基础上,从原料优化的角度上,一方面可通过原料构成调整,催化裂化原料经加氢处理后,生焦量明显降低,故增大加氢原料的比例可有效减少装置碳排放。经过加氢处理再作为催化裂化装置的原料有多种,如直馏蜡油、常压渣油、减压渣油、溶剂脱沥青油、焦化馏分油等都可以经加氢处理后成为催化裂化原料的一部分。另一方面对没有加氢原料的炼油厂在混合原料性质优化上,可通过炼油厂渣油处理路径的优化,降低催化裂化装置混合进料中的掺渣比例来有效降低生焦量。通常残炭可表征加工过程中生焦的前身物,一般由多环芳烃缩合而成,而渣油中不仅含有大量芳烃,而且含有大量的胶质和沥青质。通常作为催化裂化的馏分油原料的残炭小于0.2%,而渣油原料残炭远高于馏分油,可达5%~27%,生焦影响十分明显。故在炼油厂重油加工路径中如调整焦化装置与催化裂化装置的渣油加工比例,可适度降低进料的掺渣比实现催化裂化装置碳减排。总之,催化裂化装置碳排放与原料性质密切相关,越重质的原料装置碳排放越高。
5.2 催化剂选择
基于对催化裂化过程中焦炭的生成及其对催化剂性能的影响研究[17],可知焦炭对催化剂性能的影响主要表现在孔道堵塞和酸中心毒害两个方面,焦炭主要沉积在分子筛外表面或孔口处,使反应物分子不能进入孔内;残留在再生催化剂上的少量焦炭主要位于分子筛内,导致催化剂比表面积、孔体积和酸量的大量损失。因此,在保证催化剂强度的情况下,选用大孔径催化剂可缩短重质油分子在孔内的停留时间,减少高温缩合,从而减少催化生焦。此外,不同分子筛类型对催化生焦的影响也不相同,采用弱化氢转移反应性能的特性分子筛可一定程度抑制缩合反应减少生焦。
5.3 工艺操作调整
焦炭的生成与芳烃和烯烃等不饱和分子烃的环化、氢转移、烷基化以及缩合反应密切相关,在反应初期焦炭产率处于较低水平且增幅不大,主要来自多环芳烃吸附焦;随着反应深度的增加,焦炭产率明显增加继而急剧增加,主要来自催化反应生成焦以及对焦炭前身物的吸附。在原料和催化剂都不变的情况下,也还可以从工艺操作条件的调整上来应对装置碳减排。如采用相对缓和的反应条件,控制适宜的催化剂活性和反应转化深度,调整汽提蒸汽用量减少可汽提焦产生,优化装置回炼油浆和回炼油比例,精准加注钝化剂等。
5.4 能量利用效率提升
影响催化裂化装置碳排放的第二大因素是装置的蒸汽输出量。特别是对重油催化裂化装置原料较重,生焦率高,焦炭在再生器中燃烧释放出的热量除提供裂化反应热外,还有大量的剩余,如何合理利用装置的高温位余热发生蒸汽,以蒸汽为介质回收热量、提高装置利用热量的能力是降低装置碳排放,特别是降低装置间接碳排放的有效手段。烟气轮机是催化裂化装置最重要的能量回收设备,其运行状况对装置电耗具有决定性作用。控制适宜的烟气过剩氧含量实现最优耗电量。优化余热锅炉操作,提升烟气热能回收多产蒸汽等措施均可实现装置碳排放的降低。
5.5 碳捕集技术实施
碳捕集利用与封存技术(CCUS)是通过地质利用、化工利用和生物利用等资源化利用手段,将化石能源利用或工业过程排放的CO2 以及从空气中捕集的CO2 进行封存或转化为燃料和化工产品,可大幅度减少碳排放,是中国实现“双碳”目标必不可少的技术手段。与国外发达国家相比,中国CCUS 技术研究工作起步较晚,但近年来发展迅速,技术成熟度不断提高,能耗成本不断降低,在碳捕集、CO2 驱油封存、CO2 化学转化利用等领域取得了显著进展,已经具备了大规模应用到各行业中的技术可行性。目前,首个百万吨级的CCUS项目已经全面建成。
此外,根据具体情况采用CO2化学转化利用技术也可实现碳排放的有效降低。
6 结 论
(1)对国内催化裂化装置20年来碳排放量的核算结果表明,2020年装置碳排放量已经降至十年前水平,与2002年相比增长不足5%,说明催化裂化装置节能降耗、低碳绿色生产成效显著,为炼油企业节能创效、低碳发展做出了重大贡献。
(2)催化裂化装置碳排放量与其加工量存在较好的正相关性,装置加工量越大对应的碳排放量也越大。
(3)国内近30家炼油企业的50余套催化裂化装置中以单套装置碳排放量在0.2~0.4 Mt/a的居多;催化裂化装置碳排放总量在0.3~0.5 Mt/a的炼油厂占比最大。
(4)国内催化裂化碳排放强度大体上呈逐年下降的趋势,2020年装置碳排放强度约为0.16 kg/t,为近20年的最低值。
(5)不同碳排放工质中,烧焦碳排放是关系催化裂化装置碳排放量的最重要影响因素,可采取原料优化、催化剂选择、工艺操作调整等手段来降低生焦,实现催化裂化装置碳排放的有效降低。
文章内容来源于《石油炼制与化工》2023年3期,石化缘科技,责任编辑:胡静,审核人:李峥
版权声明∶转载流程工业网内容,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱∶process@vogel.com.cn,电话:16601379371(同微信)
相关推荐
-
工业加氢必备—氢气压缩机选型详细讲解
氢气压缩机为能源转型的增压——氢能时代即将来临,但是氢气如何从电解槽到达消费者手中?氢能储运成为氢能实现大规模发展的重要影响因素之一,无论是氢能生产商还是储运商,都需要使用氢气压缩机。然而,波动的气体温度和工艺参数成为那些制造氢气压缩机企业的挑战。无论是无油空压机还是油浸式压缩机,这些装置都能够压缩气体。
2023-03-17
-
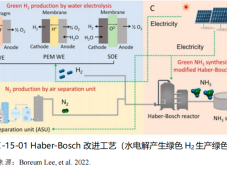
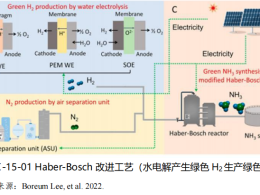
绿氨技术的发展现状及前景,目前全球绿氨项目已超 40 个
氨的制备工艺包括灰氨、蓝氨、绿氨三种工艺。绿色制氨(可再生氨)工艺主要指全程以可再生能源为动力开展的电解水制氢及空气分离制氮再通过 Haber-Bosch 法制氨的过程,即通过绿氢制备绿氨。
2023-03-01
-

欧洲氯碱工业的现状与未来,附氯碱工艺详解
能源危机使欧洲氯碱行业生产面临危机——不断飙升的能源成本使氯的制造面临着巨大的压力。欧洲氯碱厂经营者协会表示,欧洲氯碱产量正在下降,当地氯碱企业的竞争力面临风险。而且以往氯主要是作为综合化学价值链的一部分而生产的,但是在目前能源危机情况下氯碱困境还要持续多久呢?
2023-02-14

热点文章
-

国企推进 CCUS 技术攻关与示范项目建设
2026-06-30
-

重磅新闻丨CIEI 2026盛大开幕!具身启元,智创未来,共赴智能新纪元
2026-07-03
-

恒逸石化2026上半年业绩爆发,净利同比最高增2546.88%!
2026-06-29
-

《国内外投资可持续航空燃料SAF态势》前言&目录
2026-07-03
-

《合成纤维与生物纤维及其应用》序言&目录
2026-07-07
-

总投资802.9亿元,延长石油千万吨级炼化一体化项目有新进展
2026-07-06
-

四套装置同时中交!超800亿元大炼化项目有新进展
2026-06-24
-

工业企业“碳中和”实践之路
工业是节能降碳的重点领域,也是实现“3060”碳达峰碳中和目标的关键。党的二十大报告明确提出,积极稳妥推进碳达峰碳中和,推进降碳、减污、扩绿、增长,完善能源消耗总量和强度调控,重点控制化石能源消费,逐步转向碳排放总量和强度“双控”制度。为了回顾 2023 年工业企业在节能降碳、绿色可持续发展方面的成就,了解当下的创新技术和应用,《流程工业》编辑部在 2024 年第一期特别策划了“工业碳中和”专题,邀请了一批国内外优秀的工业企业分享观点和产业实践,为广大的流程工业企业提供绿色可持续发展的启迪和借鉴。
作者:
-
2025国内外石油开发、生产与需求述评-目录
-
以开放自动化与AI双轮驱动,定义中国未来工业新范式
-
视频 │ 煤化工如何实现从“黑”到“绿”?走进美锦能源低碳发展标杆项目
-
智能运维让设备”说话“,德姆斯护航企业安全生产与降本增效
-
2024上海国际泵阀展现场,《流程工业》记者专访了中国善若泵业科技有限公司总经理 卢阳





评论
加载更多